بطاقة التحكم p
ستتعرف في هذه المقالة على ماهية مخططات التحكم P وفيم يتم استخدامها. سنشرح أيضًا كيفية إنشاء مخطط تحكم P، وبالإضافة إلى ذلك، ستتمكن من رؤية تمرين تم حله خطوة بخطوة.
ما هو مخطط التحكم P؟
مخطط التحكم P ، أو ببساطة مخطط P ، هو رسم بياني يمثل تطور نسبة الوحدات المعيبة وحدود التحكم الخاصة بها. ولذلك، فإن مخطط التحكم P هو مخطط يستخدم للتحكم في نسبة الوحدات المعيبة.
في إدارة الجودة، يتعين علينا في كثير من الأحيان دراسة ما إذا كان يتم تصنيع الوحدات بشكل صحيح في عملية الإنتاج، أو على العكس من ذلك، ما إذا كان هناك الكثير من العيوب. وبالتالي، فإن مخطط التحكم P يجعل من الممكن تحليل تطور النسبة المئوية للوحدات المعيبة ومعرفة متى تكون عملية الإنتاج تحت السيطرة ومتى لا تكون كذلك.
ومع ذلك، فإن مخطط التحكم P لا يستخدم فقط للتحكم في عملية الإنتاج، ولكن له أيضًا تطبيقات أخرى مثل التحكم في نسبة المرضى أو التحكم في معدل نجاح تجربة ثنائية التفرع. على الرغم من أنه يستخدم بشكل أساسي للتحكم في عمليات الإنتاج.
إحدى خصائص مخطط التحكم P هي أن حجم العينات المختلفة التي تم تحليلها ليس من الضروري أن يكون متساويًا، بحيث يمكن أخذ عينات ذات أحجام مختلفة لإجراء الدراسة الإحصائية.
باختصار، يسمح لنا مخطط التحكم P بتحليل الحالات التي يوجد فيها نتيجتان محتملتان: “النجاح” (وحدة منتجة بشكل جيد) و”الفشل” (وحدة معيبة). أي أن مخطط التحكم P مفيد في الحالات التي تتبع التوزيع ذي الحدين.
كيفية إنشاء مخطط التحكم P
لإنشاء مخطط تحكم P يجب عليك اتباع الخطوات التالية:
- أخذ العينات : أولاً، عليك أخذ عينات مختلفة لترى كيف تتغير النسبة في الرسم البياني. يمكن أن تكون العينات بأحجام مختلفة، ولكن يوصى بأخذ 20 عينة على الأقل.
- احسب النسبة p : لكل عينة يجب حساب نسبة الأفراد الناقصين.
- حساب متوسط قيمة النسبة : من جميع العناصر التي تمت دراستها، تحتاج إلى حساب النسبة الإجمالية للوحدات المعيبة.
- حساب حدود التحكم في المخطط P : لكل عينة تم اختبارها، تحتاج إلى العثور على حدود التحكم الخاصة بها باستخدام الصيغ الواردة أدناه. ضع في اعتبارك أن قيمة حدود التحكم ستختلف إذا كان حجم كل عينة مختلفًا.
- رسم القيم على الرسم البياني : أنت الآن بحاجة إلى رسم قيم نسب العينة التي تم الحصول عليها بالإضافة إلى حدود التحكم المحسوبة على الرسم البياني.
- تحليل مخطط التحكم P : أخيرًا، كل ما تبقى هو التحقق من عدم تجاوز أي قيمة للنسب لحدود التحكم وأن العملية بالتالي تحت السيطرة. وبخلاف ذلك، يجب اتخاذ التدابير اللازمة لتصحيح عملية الإنتاج.



ذهب

و

هي حدود التحكم العليا والدنيا على التوالي للعينة i،

هو متوسط قيمة نسبة العيوب و

هو حجم العينة أنا.
مثال على مخطط التحكم P
ولإكمال استيعاب المفهوم، سنرى مثالًا محلولاً لإنشاء بطاقة التحكم P.
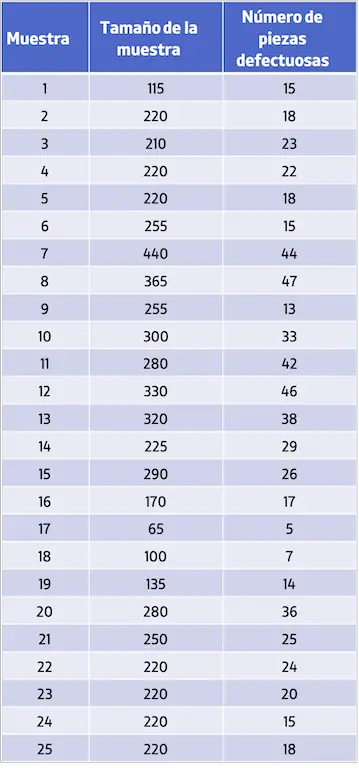
- قامت إحدى الشركات بجمع 25 عينة من المنتجات وسجلت في كل عينة حجم العينة وعدد الأجزاء المعيبة التي تم العثور عليها. يمكنك الاطلاع على البيانات التي تم جمعها في الجدول التالي:
من أجل إنتاج مخطط التحكم P، من الضروري أولاً حساب النسبة الإجمالية للوحدات المعيبة. للقيام بذلك، ما عليك سوى قسمة إجمالي عدد العيوب على إجمالي عدد الوحدات المنتجة:

الآن دعونا نحسب نسبة العيوب لكل عينة وحدود التحكم لكل عينة. على سبيل المثال، ننتقل إلى حساب العينة الأولى:



وبذلك تكون نسبة العيوب وحدود التحكم لكل عينة كما يلي:
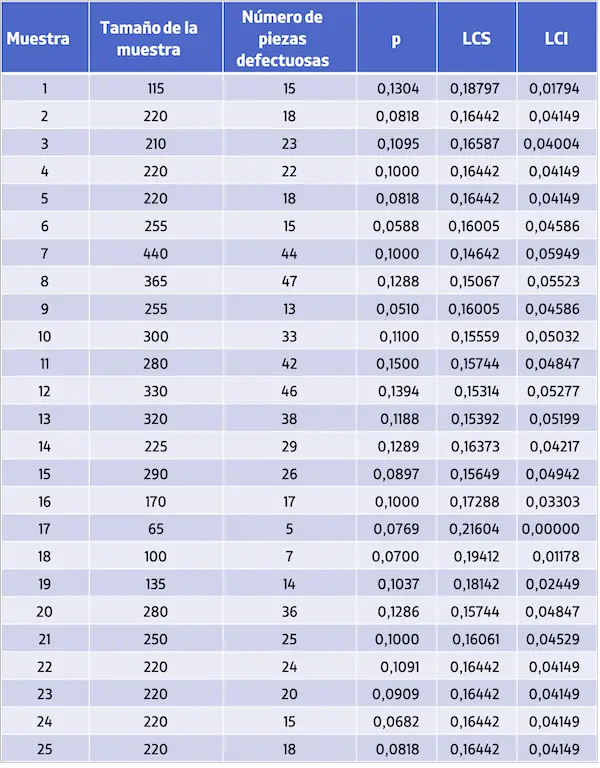
بعد أن قمنا بحساب كافة حدود التحكم، نقوم بتمثيل قيم نسب الخلل وحدود التحكم الخاصة بها على رسم بياني للحصول على رسم بياني التحكم P:
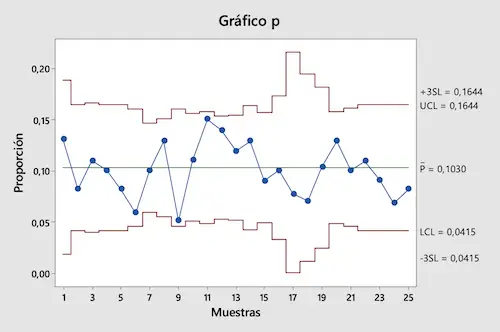
كما ترون من الرسم البياني، جميع قيم النسبة تقع ضمن حدود التحكم. ولذلك نستنتج أن عملية الإنتاج المدروسة هي تحت السيطرة.
أنواع أخرى من مخططات التحكم
مخطط P هو نوع من مخطط التحكم في السمات. تتضمن مخططات التحكم في السمات الموجودة الأخرى ما يلي:
- بطاقة التحكم NP – على عكس البطاقة P، لا يتم التحكم في نسبة المنتجات المعيبة، بل يتم التحكم في عدد المنتجات المعيبة.
- بطاقة التحكم C : تتم مراقبة عدد الأخطاء التي تحدث.
- مخطط التحكم U : يتم التحكم في عدد العيوب كما في المخطط C، ولكن حجم العينة متغير.
About Author
دكتور بنيامين أندرسون
مرحبًا، أنا بنجامين، أستاذ الإحصاء المتقاعد الذي تحول إلى مدرس متخصص في Statorials. بفضل خبرتي الواسعة في مجال الإحصاء، فأنا حريص على مشاركة معرفتي لتمكين الطلاب من خلال Statorials. تعرف أكثر