بطاقة التحكم ج
تشرح هذه المقالة ماهية بطاقة التحكم C، وما هي خصائصها وفي أي غرض يتم استخدامها. بالإضافة إلى ذلك، ستتمكن من رؤية كيفية إنشاء مخطط التحكم C وحل التمرين خطوة بخطوة.
ما هو مخطط التحكم C؟
مخطط التحكم C ، أو ببساطة مخطط C ، هو مخطط يمثل عدد المرات التي تحدث فيها الظاهرة لكل وحدة قياس.
على سبيل المثال، يتم استخدام مخطط التحكم C للتحقق من أن عدد عيوب المنتج يقع ضمن حدود التحكم.
من المهم ملاحظة أن مخطط التحكم C لا يمثل عدد المنتجات المعيبة، ولكن عدد العيوب الموجودة في كل منتج. للتحكم في عدد المنتجات المعيبة، يمكننا استخدام بطاقة التحكم P أو NP. أدناه سننظر في الاختلافات بين جميع أنواع مخططات التحكم.
بطاقة التحكم C لها استخدامات عديدة، فهي تتيح لك مثلاً التحكم في عدد الشكاوى الواردة يوميًا، وعدد حوادث العمل لكل وحدة زمنية، وعدد المستخدمين شهريًا على صفحة الويب، وما إلى ذلك. .
إحدى خصائص مخطط التحكم C هي أن حجم العينة يجب أن يكون ثابتًا، أي أن جميع العينات التي تم تحليلها يجب أن تكون بنفس الحجم.
تجدر الإشارة إلى أن النموذج الرياضي المرجعي لمخطط التحكم C هو توزيع بواسون. يمكنك معرفة ما يتكون منه هذا التوزيع الاحتمالي بالضغط هنا:
كيفية إنشاء مخطط التحكم C
خطوات إنشاء مخطط التحكم C هي كما يلي:
- أخذ العينات : أولاً يجب أخذ عينات مختلفة لمعرفة تطور الظاهرة المراد قياسها. يجب أن تكون العينات بنفس الحجم، وبالإضافة إلى ذلك، يوصى بأخذ 20 عينة على الأقل.
- تحديد عدد مرات حدوث الظاهرة لكل وحدة قياس : لكل عينة عدد مرات تكرار الظاهرة المراد دراستها.
- حساب متوسط قيمة الأحداث : من البيانات التي تم جمعها، من الضروري حساب متوسط مرات حدوث الظاهرة لكل وحدة قياس.
- حساب حدود التحكم للمخطط C – يجب بعد ذلك حساب حدود التحكم للمخطط C باستخدام الصيغ التالية:
- رسم القيم على الرسم البياني – يجب الآن رسم القيم المجمعة مع حدود التحكم المحسوبة على الرسم البياني.
- تحليل مخطط التحكم C : كل ما تبقى في النهاية هو التحقق من عدم وجود أي قيمة على المخطط تقع خارج حدود التحكم وبالتالي أن العملية تحت السيطرة. وبخلاف ذلك، يجب اتخاذ الإجراءات اللازمة لتصحيح العملية.



ذهب

و

هي حدود التحكم العلوية والسفلية على التوالي و

هو متوسط قيمة الأحداث.
مثال على مخطط التحكم C
لكي تتمكن من رؤية كيفية إنشاء مخطط التحكم بلغة C، إليك مثال تم تطويره خطوة بخطوة.
- تريد شركة صناعية التحكم في عدد العيوب لكل منتج. للقيام بذلك، خذ 20 عينة من 3 منتجات لكل منها وقم بإحصاء عدد العيوب التي لوحظت في كل عينة، يمكنك الاطلاع على البيانات المجمعة في الجدول أدناه. تحليل عملية الإنتاج باستخدام مخطط التحكم C.
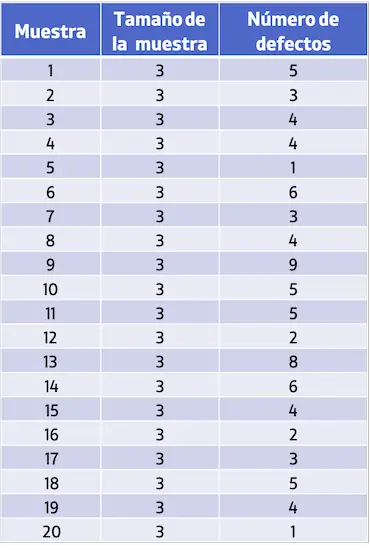
من أجل إنتاج مخطط التحكم C، من الضروري حساب متوسط قيمة عدد العيوب لكل عينة:

الآن دعونا نحسب حدود التحكم في مخطط C من خلال تطبيق الصيغ التي رأيناها أعلاه:


ليس من المنطقي أن يكون حد الفحص سالبًا، لأنه لا يمكن تصنيع الأجزاء ذات عدد العيوب السالب. ولذلك، قمنا بتعيين الحد الأدنى للتحكم إلى 0.
أخيرًا، نرسم جميع القيم على الرسم البياني للحصول على مخطط التحكم C:
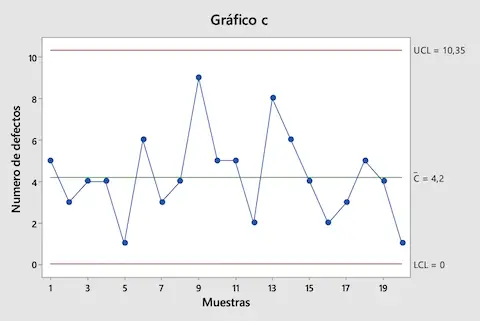
وكما ترون من الرسم البياني C، فإن جميع القيم تقع بين حدود السيطرة، لذلك نستنتج أن عملية الإنتاج تحت السيطرة.
أنواع أخرى من مخططات التحكم
مخطط التحكم C هو مخطط تحكم للسمات، ومع ذلك، انتبه إلى أن هناك عدة أنواع من مخططات التحكم:
- بطاقة التحكم P : يتم التحكم في نسبة المنتجات المعيبة.
- بطاقة التحكم NP : يتم التحكم في عدد المنتجات المعيبة.
- مخطط التحكم U : يتم التحكم في عدد العيوب كما هو موضح في المخطط C، ولكن قد يختلف حجم العينة.
About Author
دكتور بنيامين أندرسون
مرحبًا، أنا بنجامين، أستاذ الإحصاء المتقاعد الذي تحول إلى مدرس متخصص في Statorials. بفضل خبرتي الواسعة في مجال الإحصاء، فأنا حريص على مشاركة معرفتي لتمكين الطلاب من خلال Statorials. تعرف أكثر