控制卡c
本文介绍了 C 控制卡是什么、它的特点是什么以及它的用途。此外,您将能够看到如何制作 C 语言控制图以及如何逐步解决练习。
什么是 C 控制图?
C 控制图,或简称C 控制图,是表示每单位测量中现象发生次数的图表。
例如,控制图C用于验证产品缺陷数量是否在控制限度内。
需要注意的是,控制图C并不代表缺陷产品的数量,而是代表每个产品所具有的缺陷数量。为了控制不良品的数量,我们可以使用P或NP控制卡。下面我们将看看各种类型的控制图之间的差异。
C控制卡有很多用途,例如可以控制每天收到的投诉数量、单位时间发生的工伤事故数量、每月浏览某个网页的用户数量等。 。
C控制图的特点之一是样本大小必须恒定,即分析的所有样本必须具有相同的大小。
需要说明的是,控制图C的参考数学模型是泊松分布。您可以单击此处查看此概率分布的组成:
➤请参阅:什么是泊松分布?
如何创建 C 控制图
创建C控制图的步骤如下:
- 取样:首先,必须取样不同的样本来观察待测现象的演变。样品的大小必须相同,此外,建议至少抽取 20 个样品。
- 确定每个测量单位该现象发生的次数:对于每个样本,要研究的现象重复的次数。
- 计算发生次数的平均值:根据收集的数据,需要计算每测量单位该现象发生次数的平均值。
- 计算图表 C 的控制限– 然后应使用以下公式计算图表 C 的控制限:
- 在图表上绘制值– 现在应将收集的值与计算出的控制限一起绘制在图表上。
- 分析控制图 C :最终剩下的就是检查图表上的值是否超出控制限,从而确保过程处于受控状态。否则,必须采取措施纠正该过程。



金子

和

分别为控制上限和下限,

是出现次数的平均值。
控制图C示例
为了让您了解如何创建 C 控制图,这里有一个逐步开发的示例。
- 一家工业公司希望控制每个产品的缺陷数量。为此,请抽取 20 个样品,每个样品 3 个产品,并计算每个样品观察到的缺陷数量,您可以在下表中查看收集的数据。使用控制图分析生产过程 C.
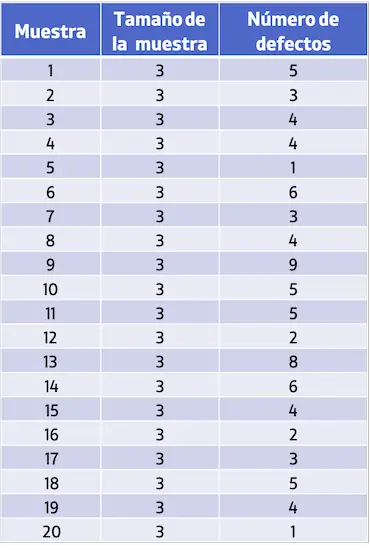
为了制作控制图C,需要计算每个样品的缺陷数的平均值:

现在让我们应用上面看到的公式来计算 C 控制图的控制限:


检验限值为负是没有意义的,因为缺陷数为负的零件无法制造。因此,我们将控制下限设置为0。
最后,我们将所有值绘制在图表上,得到控制图C:
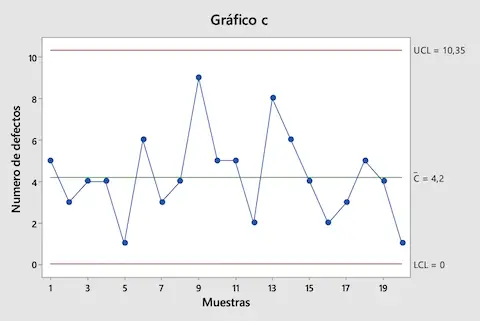
从图C可以看出,所有值都在控制限之间,因此我们得出生产过程处于受控状态的结论。
其他类型的控制图
控制图 C 是属性控制图,但请注意,控制图有多种类型:
关于作者
本杰明·安德森博
大家好,我是本杰明,一位退休的统计学教授,后来成为 Statorials 的热心教师。 凭借在统计领域的丰富经验和专业知识,我渴望分享我的知识,通过 Statorials 增强学生的能力。了解更多