Xr控制卡
在本文中,您将了解什么是 XR 控制图以及它们在统计中的用途。我们还解释了如何制作 XR 控制图,此外,您将能够逐步看到一个有效的示例。
什么是XR控制卡?
XR 控制图(或简称XR 图)是显示特征平均值和极差值变化的图表。 XR控制图主要用于控制生产过程的平均值和范围。
因此,在质量管理中,XR 控制卡可以分析演变并验证关键质量特性(例如零件尺寸或烤箱温度)是否受到控制。
实际上,XR控制图分为两种不同的图表:X图表和R图表。 X图用于控制过程平均值,而R图用于监控极差。这就是 XR 控制图也称为平均值和范围控制图的原因。
请记住,XR 控制图是一种变量控制图,因为它允许控制连续特性。
如何创建 XR 控制图
要创建XR 控制图,您必须遵循以下步骤:
- 采样:首先要对你想要控制的特性取不同的样本值来监控它。样品大小应相同,建议至少抽取 20 个样品。
- 计算平均值:对于每个样本,必须计算记录值的平均值。
- 计算平均值:确定每个样本的平均值后,需要计算所有平均值的平均值。这将是X卡的核心价值。
- 计算极差:对于每个样本,需要通过减去最大值减去最小值来找到统计极差。
- 计算极差的平均值:找到每个样本的极差后,需要计算所有极差的平均值。这将是 R 图表的中心值。
- 计算 XR 图表控制限– 根据前面步骤中计算的值,应使用以下公式计算 X 和 R 图表控制限:
- 在图表上绘制值:现在您所要做的就是在一张图表上绘制与平均值相关的值,在另一张图表上绘制与范围相关的值,以获得 XR 图表。
- 分析 XR 控制图:最后,有必要验证 XR 图表上的值没有超出控制限,因此过程处于受控状态。否则,必须采取措施纠正生产过程。




X控制卡:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
R控制卡:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
其中参数A 2 、D 3和D 4的值见下表。
| 尺寸(n) | 2点 | 第三天 | D4 |
|---|---|---|---|
| 2 | 1,880 | 0.000 | 3,267 |
| 3 | 1,023 | 0.000 | 2,575 |
| 4 | 0.729 | 0.000 | 2,282 人 |
| 5 | 0.577 | 0.000 | 2,115 |
| 6 | 0.483 | 0.000 | 2004年 |
| 7 | 0.419 | 0.076 | 1,924 |
| 8 | 0.373 | 0.136 | 1,864 |
| 9 | 0.337 | 0.184 | 1,816 |
| 十 | 0.308 | 0.223 | 1,777 |
XR控制卡示例
一家工业公司希望控制圆柱体直径的测量,以查看其生产过程是否受到控制。为此,每 15 分钟取样 5 个圆柱体并测量其直径。下表显示了测量历史记录。制作 XR 控制图来分析质量参数。
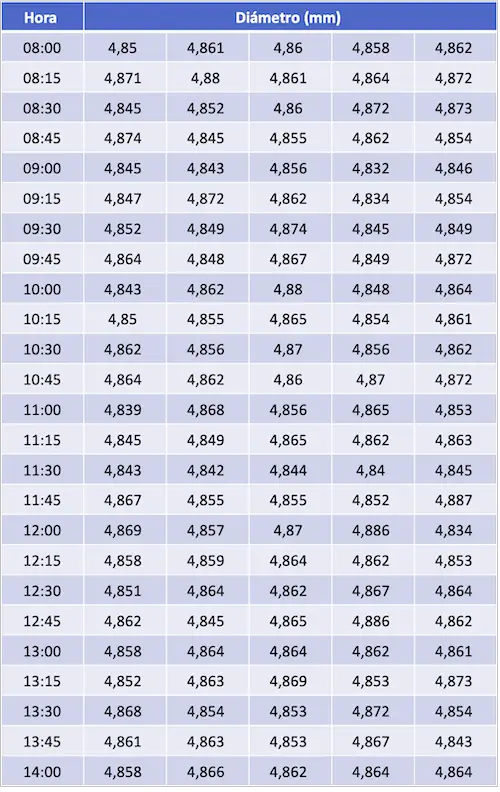
首先,我们需要计算每组测量值的算术平均值和极差:
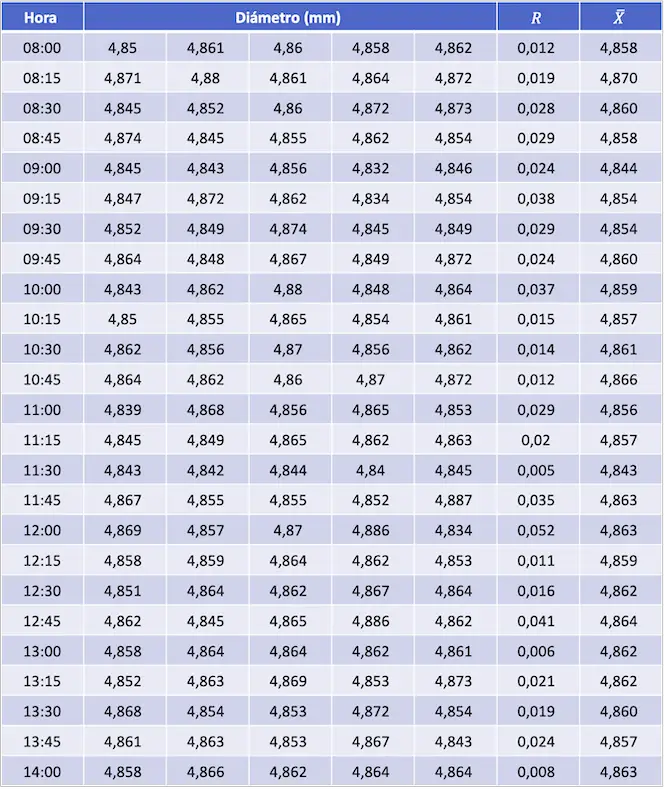
现在我们指的是均值和极差,它们分别是均值和极差控制图的中心值:


在这种情况下,每个样本由5个测量值组成,因此控制限公式的系数如下(可以看到上表中的系数值):



现在我们来计算X和R控制图的控制上限和下限:
控制图控制限值
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
控制限度 R控制卡
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
因此,用于练习的 XR 控制卡如下:
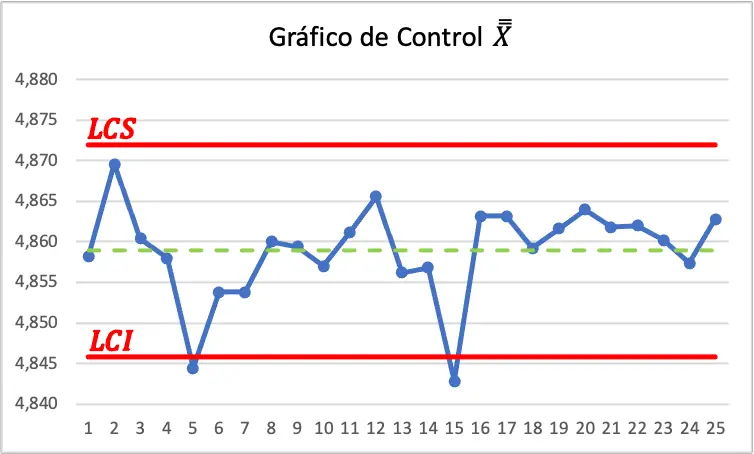
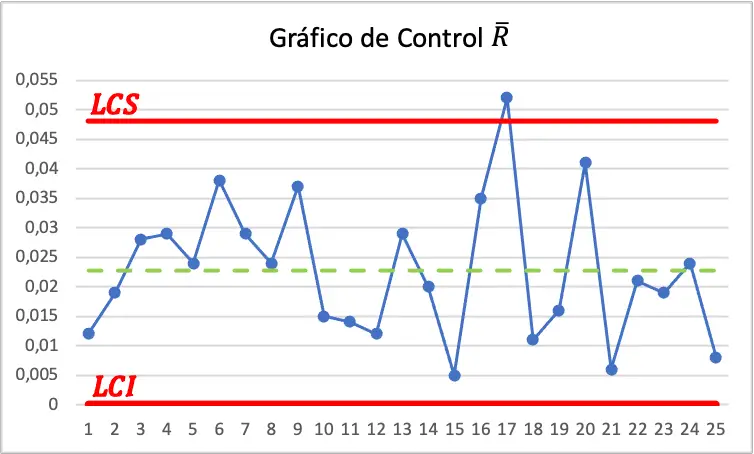
因此,在控制图中,过程不受控制,必须采取措施减少平均值和范围的变异性。
关于作者
本杰明·安德森博
大家好,我是本杰明,一位退休的统计学教授,后来成为 Statorials 的热心教师。 凭借在统计领域的丰富经验和专业知识,我渴望分享我的知识,通过 Statorials 增强学生的能力。了解更多