Steuerkarte c
In diesem Artikel wird erklärt, was eine C-Steuerkarte ist, welche Eigenschaften sie hat und wofür sie verwendet wird. Darüber hinaus können Sie sehen, wie eine C-Kontrollkarte erstellt und eine Übung Schritt für Schritt gelöst wird.
Was ist eine C-Kontrollkarte?
Eine C-Kontrollkarte oder einfach C-Karte ist eine Karte, die die Häufigkeit des Auftretens eines Phänomens pro Maßeinheit darstellt.
Beispielsweise wird Kontrollkarte C verwendet, um zu überprüfen, ob die Anzahl der Produktfehler innerhalb der Kontrollgrenzen liegt.
Es ist wichtig zu beachten, dass Kontrollkarte C nicht die Anzahl der fehlerhaften Produkte darstellt, sondern die Anzahl der Fehler, die jedes Produkt aufweist. Um die Anzahl fehlerhafter Produkte zu kontrollieren, könnten wir eine P- oder NP-Kontrollkarte verwenden. Im Folgenden betrachten wir die Unterschiede zwischen allen Arten von Kontrollkarten.
Die C-Kontrollkarte hat viele Verwendungsmöglichkeiten. Sie ermöglicht beispielsweise die Kontrolle der Anzahl der pro Tag eingegangenen Beschwerden, der Anzahl der Arbeitsunfälle pro Zeiteinheit, der Anzahl der Benutzer pro Monat auf einer Webseite usw. .
Eines der Merkmale der C-Kontrollkarte besteht darin, dass die Stichprobengröße konstant sein muss, d. h. alle analysierten Stichproben müssen die gleiche Größe haben.
Es ist zu beachten, dass das mathematische Referenzmodell der Kontrollkarte C die Poisson-Verteilung ist. Sie können sehen, woraus diese Wahrscheinlichkeitsverteilung besteht, indem Sie hier klicken:
So erstellen Sie ein C-Kontrolldiagramm
Die Schritte zum Erstellen eines C-Kontrolldiagramms sind wie folgt:
- Probenentnahme : Zunächst müssen verschiedene Proben entnommen werden, um die Entwicklung des zu messenden Phänomens zu verfolgen. Die Proben müssen gleich groß sein, außerdem wird die Entnahme von mindestens 20 Proben empfohlen.
- Bestimmen Sie, wie oft das Phänomen pro Maßeinheit auftritt : Für jede Probe wird angegeben, wie oft das zu untersuchende Phänomen wiederholt wird.
- Berechnen Sie den Durchschnittswert des Auftretens : Aus den gesammelten Daten muss der Durchschnitt der Häufigkeit des Auftretens des Phänomens pro Maßeinheit berechnet werden.
- Berechnen Sie die Kontrollgrenzen für Diagramm C – Die Kontrollgrenzen für Diagramm C sollten dann mithilfe der folgenden Formeln berechnet werden:
- Werte in einem Diagramm darstellen – Die gesammelten Werte sollten nun mit den berechneten Eingriffsgrenzen in einem Diagramm dargestellt werden.
- Analysieren Sie die Kontrollkarte C : Letztlich muss nur noch überprüft werden, dass kein Wert in der Karte außerhalb der Kontrollgrenzen liegt und der Prozess somit unter Kontrolle ist. Andernfalls müssen Maßnahmen zur Korrektur des Prozesses ergriffen werden.



Gold

Und

sind die oberen bzw. unteren Kontrollgrenzen und

ist der Durchschnittswert der Vorkommnisse.
Beispiel für Kontrollkarte C
Damit Sie sehen können, wie eine C-Kontrollkarte erstellt wird, finden Sie hier ein Beispiel, das Schritt für Schritt entwickelt wurde.
- Ein Industrieunternehmen möchte die Anzahl der Fehler pro Produkt kontrollieren. Nehmen Sie dazu 20 Proben von jeweils 3 Produkten und zählen Sie die Anzahl der pro Probe beobachteten Mängel. Die gesammelten Daten können Sie in der folgenden Tabelle sehen. Analysieren Sie den Produktionsprozess mithilfe einer Kontrollkarte C.
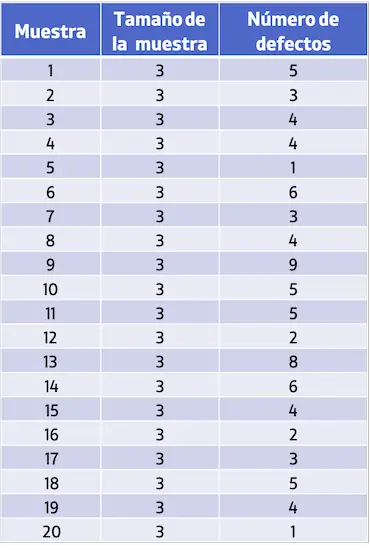
Um die Kontrollkarte C zu erstellen, muss der Durchschnittswert der Anzahl der Fehler pro Probe berechnet werden:

Berechnen wir nun die Kontrollgrenzen der C-Karte, indem wir die Formeln anwenden, die wir oben gesehen haben:


Es macht keinen Sinn, dass eine Prüfgrenze negativ ist, da Teile mit einer negativen Fehleranzahl nicht hergestellt werden können. Daher setzen wir die untere Eingriffsgrenze auf 0.
Abschließend tragen wir alle Werte in einem Diagramm ein, um die Kontrollkarte C zu erhalten:
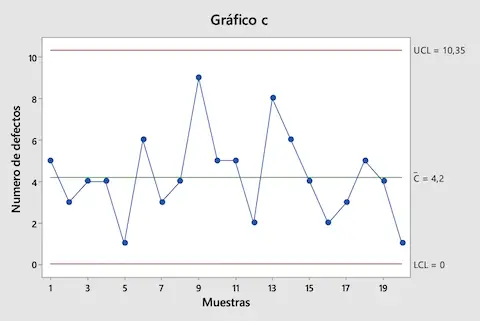
Wie Sie der Grafik C entnehmen können, liegen alle Werte innerhalb der Kontrollgrenzen, sodass wir daraus schließen können, dass der Produktionsprozess unter Kontrolle ist.
Andere Arten von Regelkarten
Kontrollkarte C ist eine Kontrollkarte für Attribute. Beachten Sie jedoch, dass es verschiedene Arten von Kontrollkarten gibt:
- P-Kontrollkarte : Der Anteil fehlerhafter Produkte wird kontrolliert.
- NP-Kontrollkarte : Die Anzahl fehlerhafter Produkte wird kontrolliert.
- Kontrollkarte U : Die Anzahl der Fehler wird wie in Karte C kontrolliert, die Stichprobengröße kann jedoch variieren.
Über den Autor
Dr. Benjamin Anderson
Hallo, ich bin Benjamin, ein pensionierter Statistikprofessor, der sich zum engagierten Statorials-Lehrer entwickelt hat. Mit umfassender Erfahrung und Fachwissen auf dem Gebiet der Statistik bin ich bestrebt, mein Wissen zu teilen, um Studenten durch Statorials zu befähigen. Mehr wissen