P-steuerkarte
In diesem Artikel erfahren Sie, was P-Kontrollkarten sind und wofür sie verwendet werden. Außerdem erklären wir Ihnen, wie Sie eine P-Kontrollkarte erstellen und können zusätzlich eine Schritt-für-Schritt-Lösung einer Übung sehen.
Was ist eine P-Kontrollkarte?
Eine P-Kontrollkarte , oder einfach P-Karte , ist ein Diagramm, das die Entwicklung des Anteils fehlerhafter Einheiten und ihrer Kontrollgrenzen darstellt. Daher ist eine P-Kontrollkarte eine Karte, die zur Kontrolle des Anteils fehlerhafter Einheiten verwendet wird.
Im Qualitätsmanagement müssen wir oft untersuchen, ob in einem Produktionsprozess die Einheiten korrekt hergestellt werden oder ob im Gegenteil zu viele Fehler auftreten. Somit ermöglicht die Kontrollkarte P die Analyse der Entwicklung des Prozentsatzes fehlerhafter Einheiten und die Feststellung, wann der Produktionsprozess unter Kontrolle ist und wann nicht.
Die P-Kontrollkarte wird jedoch nicht nur zur Steuerung eines Produktionsprozesses verwendet, sondern hat auch andere Anwendungen, beispielsweise zur Steuerung des Patientenanteils oder zur Steuerung der Erfolgsrate eines dichotomen Experiments. Obwohl es hauptsächlich zur Steuerung von Produktionsprozessen eingesetzt wird.
Eines der Merkmale der P-Kontrollkarte besteht darin, dass die Größe der verschiedenen analysierten Stichproben nicht unbedingt gleich sein muss, sodass für die statistische Untersuchung Stichproben unterschiedlicher Größe entnommen werden können.
Kurz gesagt, die P-Kontrollkarte ermöglicht uns die Analyse von Fällen, in denen es zwei mögliche Ergebnisse gibt: „Erfolg“ (gut produzierte Einheit) und „Misserfolg“ (defekte Einheit). Das heißt, die P-Kontrollkarte ist für Fälle nützlich, die einer Binomialverteilung folgen.
So erstellen Sie eine P-Kontrollkarte
Um eine P-Kontrollkarte zu erstellen, müssen Sie die folgenden Schritte ausführen:
- Nehmen Sie Proben : Zunächst müssen Sie verschiedene Proben entnehmen, um zu sehen, wie sich der Anteil in der Grafik ändert. Die Proben können unterschiedlich groß sein, es wird jedoch empfohlen, mindestens 20 Proben zu entnehmen.
- Berechnen Sie den Anteil p : Für jede Stichprobe müssen Sie den Anteil der mangelhaften Personen berechnen.
- Berechnen Sie den Durchschnittswert des Anteils : Aus allen untersuchten Elementen müssen Sie den Gesamtanteil defekter Einheiten berechnen.
- Berechnen Sie die Kontrollgrenzen der P-Karte : Für jede getestete Probe müssen Sie ihre Kontrollgrenzen mithilfe der unten angegebenen Formeln ermitteln. Beachten Sie, dass der Wert der Kontrollgrenzen variieren kann, wenn die Größe der einzelnen Proben unterschiedlich ist.
- Tragen Sie die Werte in die Grafik ein : Sie müssen nun die Werte der erhaltenen Probenanteile sowie die berechneten Eingriffsgrenzen in die Grafik eintragen.
- Analysieren Sie die Kontrollkarte P : Abschließend muss nur noch überprüft werden, dass kein Wert der Anteile die Kontrollgrenzen überschreitet und der Prozess somit unter Kontrolle ist. Andernfalls müssen Maßnahmen zur Korrektur des Produktionsprozesses ergriffen werden.



Gold

Und

sind jeweils die oberen und unteren Kontrollgrenzen der Probe i,

ist der Durchschnittswert des Fehleranteils und

ist die Stichprobengröße i.
Beispiel einer P-Kontrollkarte
Um das Konzept zu verinnerlichen, sehen wir uns ein gelöstes Beispiel für die Erstellung einer Kontrollkarte P an.
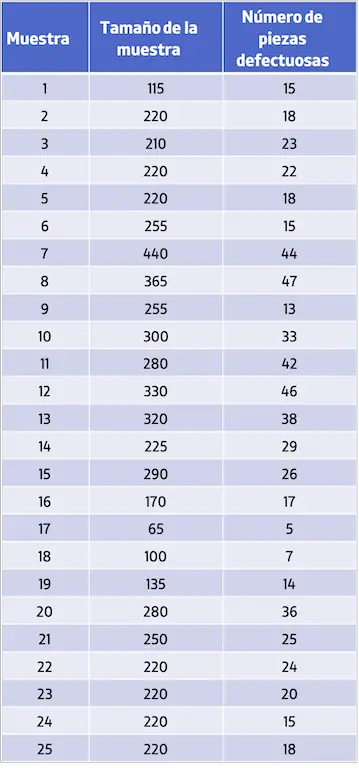
- Ein Unternehmen sammelte 25 Produktproben und erfasste in jeder Probe die Größe der Probe und die Anzahl der gefundenen fehlerhaften Teile. Die gesammelten Daten können Sie der folgenden Tabelle entnehmen:
Zur Erstellung der Kontrollkarte P muss zunächst der Gesamtanteil der defekten Einheiten berechnet werden. Teilen Sie dazu einfach die Gesamtzahl der Mängel durch die Gesamtzahl der produzierten Einheiten:

Berechnen wir nun den Anteil der Fehler für jede Probe und die Kontrollgrenzen für jede Probe. Als Beispiel gehen wir zur Berechnung der ersten Stichprobe über:



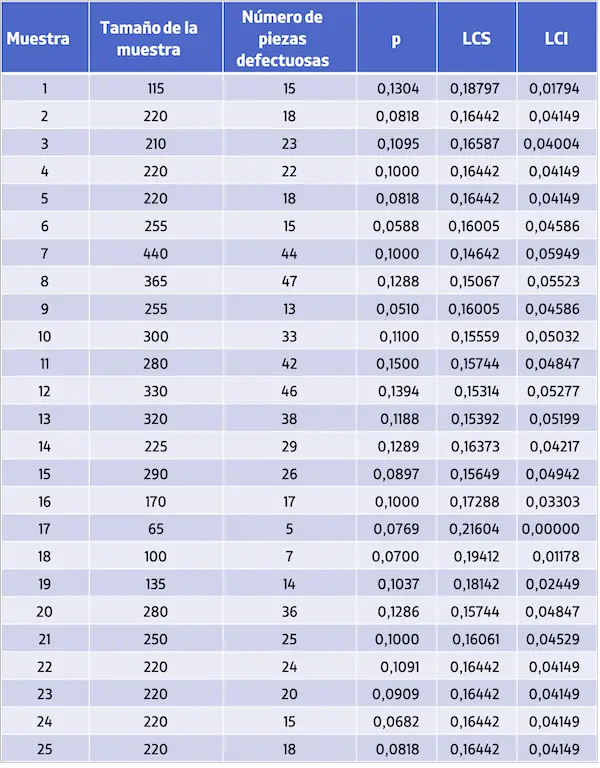
Somit sind der Fehleranteil und die Kontrollgrenzen für jede Probe wie folgt:
Nachdem wir alle Kontrollgrenzen berechnet haben, stellen wir die Werte der Fehleranteile und deren Kontrollgrenzen in einem Diagramm dar, um das Kontrolldiagramm P zu erhalten:
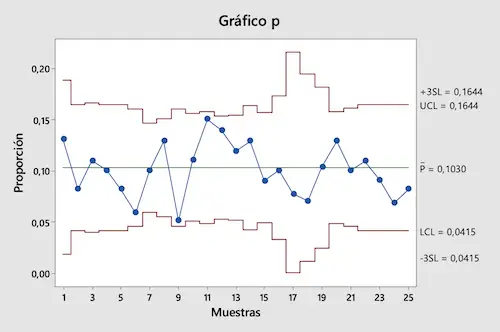
Wie Sie der Grafik entnehmen können, liegen alle Anteilswerte innerhalb der Kontrollgrenzen. Wir kommen daher zu dem Schluss, dass der untersuchte Produktionsprozess unter Kontrolle ist.
Andere Arten von Regelkarten
Das P-Diagramm ist eine Art Attributkontrolldiagramm. Zu den weiteren vorhandenen Attributkontrolldiagrammen gehören:
- NP-Kontrollkarte – Im Gegensatz zur P-Karte wird nicht der Anteil fehlerhafter Produkte, sondern die Anzahl fehlerhafter Produkte kontrolliert.
- Steuerkarte C : Die Anzahl der auftretenden Fehler wird überwacht.
- Kontrollkarte U : Die Anzahl der Fehler wird wie in Karte C kontrolliert, die Stichprobengröße ist jedoch variabel.
Über den Autor
Dr. Benjamin Anderson
Hallo, ich bin Benjamin, ein pensionierter Statistikprofessor, der sich zum engagierten Statorials-Lehrer entwickelt hat. Mit umfassender Erfahrung und Fachwissen auf dem Gebiet der Statistik bin ich bestrebt, mein Wissen zu teilen, um Studenten durch Statorials zu befähigen. Mehr wissen