Xr-steuerkarte
In diesem Artikel erfahren Sie, was XR-Kontrollkarten sind und wofür sie in der Statistik verwendet werden. Außerdem erklären wir Ihnen, wie Sie eine XR-Kontrollkarte erstellen, und außerdem können Sie sich Schritt für Schritt ein ausgearbeitetes Beispiel ansehen.
Was ist eine XR-Steuerkarte?
Das XR-Kontrolldiagramm oder einfach XR-Diagramm ist ein Diagramm, das die Variation des Mittelwerts und der Spanne eines Merkmals zeigt. Hauptsächlich wird die XR-Regelkarte zur Steuerung des Durchschnitts und der Reichweite eines Produktionsprozesses verwendet.
So ermöglicht die XR-Kontrollkarte im Qualitätsmanagement die Analyse der Entwicklung und die Überprüfung, ob ein kritisches Qualitätsmerkmal, wie etwa die Größe eines Teils oder die Temperatur eines Ofens, unter Kontrolle ist.
Tatsächlich ist die XR-Kontrollkarte in zwei verschiedene Karten unterteilt: die X-Karte und die R-Karte. Die X-Karte wird zur Steuerung des Prozessdurchschnitts verwendet, während die R-Karte zur Überwachung des Bereichs verwendet wird. Aus diesem Grund wird die XR-Kontrollkarte auch als Durchschnitts- und Spannen-Kontrollkarte bezeichnet.
Beachten Sie, dass es sich bei der XR-Regelkarte um eine Art variabler Regelkarte handelt, da sie die Steuerung einer kontinuierlichen Charakteristik ermöglicht.
So erstellen Sie ein XR-Kontrolldiagramm
Um ein XR-Kontrolldiagramm zu erstellen, müssen Sie die folgenden Schritte ausführen:
- Stichproben nehmen : Zunächst sollten verschiedene Stichprobenwerte des Merkmals, das Sie steuern möchten, entnommen werden, um es zu überwachen. Die Proben sollten die gleiche Größe haben und es wird empfohlen, mindestens 20 Proben zu entnehmen.
- Berechnen Sie den Durchschnitt : Für jede Probe muss der Durchschnitt der aufgezeichneten Werte berechnet werden.
- Berechnen Sie den Durchschnitt der Durchschnittswerte : Nachdem Sie den Durchschnitt jeder Stichprobe ermittelt haben, müssen Sie den Durchschnittswert aller Durchschnittswerte berechnen. Dies wird der zentrale Wert der X-Karte sein.
- Berechnen Sie den Bereich : Für jede Stichprobe müssen Sie den statistischen Bereich ermitteln, indem Sie den Maximalwert abzüglich des Minimalwerts subtrahieren.
- Berechnen Sie den Durchschnitt der Bereiche : Nachdem Sie den Bereich jeder Stichprobe ermittelt haben, müssen Sie den Durchschnitt aller Bereiche berechnen. Dies wird der zentrale Wert der R-Karte sein.
- Berechnen Sie die Kontrollgrenzen der XR-Karte – Aus den in den vorherigen Schritten berechneten Werten sollten die Kontrollgrenzen der X- und R-Karte mithilfe der folgenden Formeln berechnet werden:
- Tragen Sie die Werte in das Diagramm ein : Jetzt müssen Sie nur noch die auf den Mittelwert bezogenen Werte in einem Diagramm und die auf den Bereich bezogenen Werte in einem anderen Diagramm eintragen, um das XR-Diagramm zu erhalten.
- Analysieren Sie die XR-Kontrollkarte : Abschließend muss überprüft werden, dass kein Wert auf der XR-Karte außerhalb der Kontrollgrenzen liegt und der Prozess somit unter Kontrolle ist. Andernfalls müssen Maßnahmen zur Korrektur des Produktionsprozesses ergriffen werden.




X-Steuerkarte:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
R-Steuerkarte:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
Die Werte der Parameter A 2 , D 3 und D 4 finden Sie in der folgenden Tabelle.
| Größe (n) | Um 2 | Tag 3 | J4 |
|---|---|---|---|
| 2 | 1.880 | 0,000 | 3.267 |
| 3 | 1.023 | 0,000 | 2.575 |
| 4 | 0,729 | 0,000 | 2.282 |
| 5 | 0,577 | 0,000 | 2.115 |
| 6 | 0,483 | 0,000 | 2004 |
| 7 | 0,419 | 0,076 | 1.924 |
| 8 | 0,373 | 0,136 | 1.864 |
| 9 | 0,337 | 0,184 | 1.816 |
| zehn | 0,308 | 0,223 | 1.777 |
Beispiel einer XR-Steuerkarte
Ein Industrieunternehmen möchte die Messung des Durchmessers eines Zylinders kontrollieren, um zu sehen, ob sein Produktionsprozess unter Kontrolle ist. Dazu wird alle 15 Minuten eine Probe von 5 Zylindern entnommen und deren Durchmesser gemessen. Die folgende Tabelle zeigt den Messverlauf. Erstellen Sie eine XR-Kontrollkarte, um den Qualitätsparameter zu analysieren.
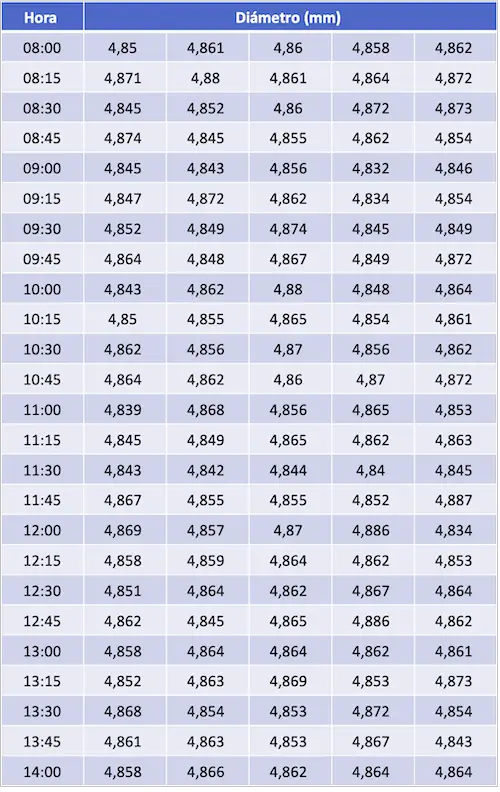
Zuerst müssen wir das arithmetische Mittel und den Bereich jedes Messwertsatzes ermitteln:
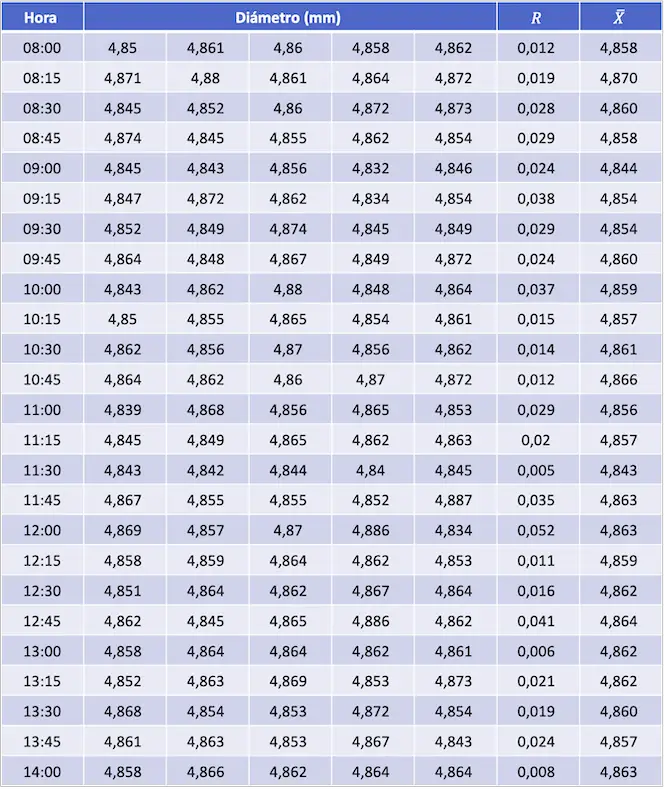
Jetzt meinen wir die Mittelwerte und Bereiche, die die Mittelwerte des Kontrolldiagramms für den Mittelwert bzw. den Bereich darstellen:


In diesem Fall besteht jede Probe aus 5 Messungen, sodass die Koeffizienten der Kontrollgrenzenformeln wie folgt lauten (Sie können die Koeffizientenwerte in der Tabelle oben sehen):



Berechnen wir nun die oberen und unteren Kontrollgrenzen der X- und R-Kontrollkarte:
Kontrollgrenzen der Kontrollkarte
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
Kontrollgrenzen von R-Steuerkarte
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
Die XR-Kontrollkarte für die Übung lautet daher wie folgt:
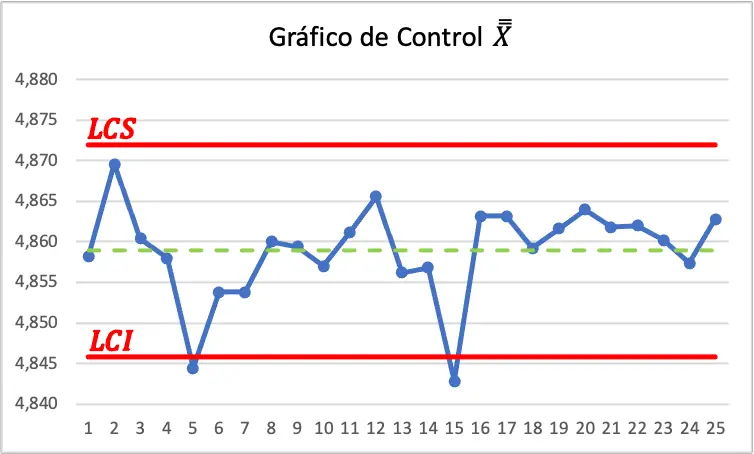
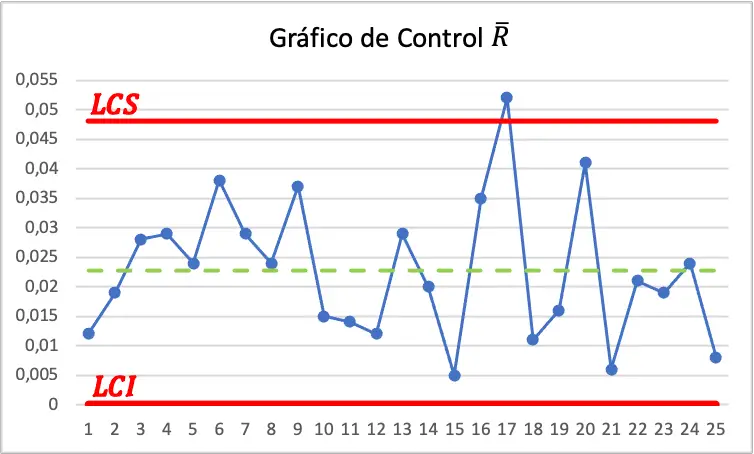
Im Kontrolldiagramm ist der Prozess daher nicht kontrolliert und es müssen Maßnahmen ergriffen werden, um die Variabilität im Mittelwert und im Bereich zu verringern.
Über den Autor
Dr. Benjamin Anderson
Hallo, ich bin Benjamin, ein pensionierter Statistikprofessor, der sich zum engagierten Statorials-Lehrer entwickelt hat. Mit umfassender Erfahrung und Fachwissen auf dem Gebiet der Statistik bin ich bestrebt, mein Wissen zu teilen, um Studenten durch Statorials zu befähigen. Mehr wissen