पी नियंत्रण कार्ड
इस लेख में आप सीखेंगे कि पी नियंत्रण चार्ट क्या हैं और उनका उपयोग किस लिए किया जाता है। हम यह भी समझाते हैं कि पी नियंत्रण चार्ट कैसे बनाया जाए और इसके अलावा, आप चरण दर चरण हल किए गए अभ्यास को देख पाएंगे।
पी नियंत्रण चार्ट क्या है?
एपी नियंत्रण चार्ट , या बस पी चार्ट , एक ग्राफ है जो दोषपूर्ण इकाइयों के अनुपात और उनकी नियंत्रण सीमाओं के विकास का प्रतिनिधित्व करता है। इसलिए, पी नियंत्रण चार्ट एक चार्ट है जिसका उपयोग दोषपूर्ण इकाइयों के अनुपात को नियंत्रित करने के लिए किया जाता है।
गुणवत्ता प्रबंधन में हमें अक्सर यह अध्ययन करना होता है कि क्या उत्पादन प्रक्रिया में इकाइयाँ सही ढंग से निर्मित होती हैं या इसके विपरीत, क्या बहुत अधिक दोष होते हैं। इस प्रकार, नियंत्रण चार्ट पी दोषपूर्ण इकाइयों के प्रतिशत के विकास का विश्लेषण करना और यह देखना संभव बनाता है कि उत्पादन प्रक्रिया कब नियंत्रण में है और कब नहीं।
हालाँकि, पी नियंत्रण चार्ट का उपयोग न केवल उत्पादन प्रक्रिया को नियंत्रित करने के लिए किया जाता है, बल्कि इसके अन्य अनुप्रयोग भी हैं जैसे रोगियों के अनुपात को नियंत्रित करना या एक द्विभाजित प्रयोग की सफलता दर को नियंत्रित करना। हालाँकि इसका उपयोग मुख्य रूप से उत्पादन प्रक्रियाओं को नियंत्रित करने के लिए किया जाता है।
पी नियंत्रण चार्ट की एक विशेषता यह है कि विश्लेषण किए गए विभिन्न नमूनों का आकार समान होना जरूरी नहीं है, ताकि सांख्यिकीय अध्ययन करने के लिए विभिन्न आकारों के नमूने लिए जा सकें।
संक्षेप में, पी नियंत्रण चार्ट हमें उन मामलों का विश्लेषण करने की अनुमति देता है जिनमें दो संभावित परिणाम हैं: “सफलता” (अच्छी तरह से निर्मित इकाई) और “विफलता” (दोषपूर्ण इकाई)। अर्थात्, पी नियंत्रण चार्ट उन मामलों के लिए उपयोगी है जो द्विपद वितरण का अनुसरण करते हैं।
पी कंट्रोल चार्ट कैसे बनाएं
पी नियंत्रण चार्ट बनाने के लिए आपको निम्नलिखित चरणों का पालन करना होगा:
- नमूने लें : सबसे पहले, आपको यह देखने के लिए अलग-अलग नमूने लेने होंगे कि ग्राफ़ में अनुपात कैसे बदलता है। नमूने अलग-अलग आकार के हो सकते हैं, लेकिन कम से कम 20 नमूने लेने की सलाह दी जाती है।
- अनुपात की गणना करें पी : प्रत्येक नमूने के लिए, आपको कमी वाले व्यक्तियों के अनुपात की गणना करनी चाहिए।
- अनुपात के औसत मूल्य की गणना करें : अध्ययन किए गए सभी तत्वों से, आपको दोषपूर्ण इकाइयों के कुल अनुपात की गणना करने की आवश्यकता है।
- पी-चार्ट नियंत्रण सीमा की गणना करें : परीक्षण किए गए प्रत्येक नमूने के लिए, आपको नीचे दिए गए सूत्रों का उपयोग करके इसकी नियंत्रण सीमा ज्ञात करनी होगी। ध्यान रखें कि यदि प्रत्येक नमूने का आकार अलग है तो नियंत्रण सीमा का मूल्य अलग-अलग होगा।
- मानों को ग्राफ़ पर प्लॉट करें : अब आपको प्राप्त नमूना अनुपात के मूल्यों के साथ-साथ ग्राफ़ पर गणना की गई नियंत्रण सीमा को प्लॉट करने की आवश्यकता है।
- नियंत्रण चार्ट पी का विश्लेषण करें : अंत में, जो कुछ बचा है वह यह जांचना है कि अनुपात का कोई भी मूल्य नियंत्रण सीमा से अधिक नहीं है और इसलिए प्रक्रिया नियंत्रण में है। अन्यथा, उत्पादन प्रक्रिया को सही करने के लिए उपाय किए जाने चाहिए।



सोना

और

क्रमशः नमूना i की ऊपरी और निचली नियंत्रण सीमाएँ हैं,

दोषों के अनुपात का औसत मूल्य है और

नमूना आकार है I
पी नियंत्रण चार्ट का उदाहरण
अवधारणा को आत्मसात करने के लिए, हम नियंत्रण कार्ड पी बनाने का एक हल किया हुआ उदाहरण देखेंगे।
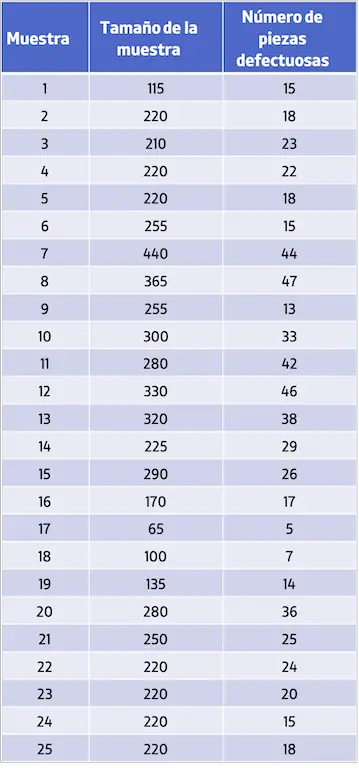
- एक कंपनी ने 25 उत्पाद नमूने एकत्र किए और प्रत्येक नमूने में नमूने का आकार और पाए गए दोषपूर्ण भागों की संख्या दर्ज की। आप एकत्रित डेटा को निम्न तालिका में देख सकते हैं:
नियंत्रण चार्ट पी तैयार करने के लिए, सबसे पहले दोषपूर्ण इकाइयों के कुल अनुपात की गणना करना आवश्यक है। ऐसा करने के लिए, बस दोषों की कुल संख्या को उत्पादित इकाइयों की कुल संख्या से विभाजित करें:

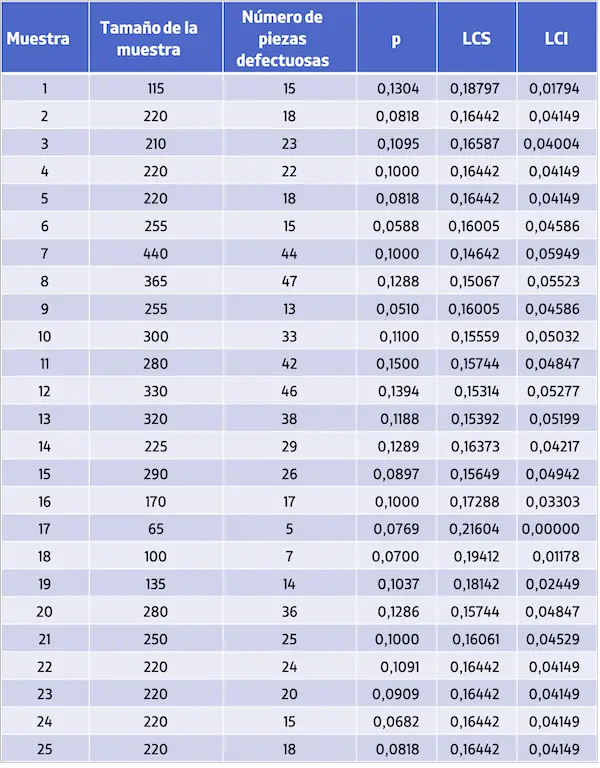
आइए अब प्रत्येक नमूने के लिए दोषों के अनुपात और प्रत्येक नमूने के लिए नियंत्रण सीमा की गणना करें। उदाहरण के तौर पर, हम पहले नमूने की गणना करने के लिए आगे बढ़ते हैं:



इस प्रकार, प्रत्येक नमूने के लिए दोषों का अनुपात और नियंत्रण सीमाएँ इस प्रकार हैं:
एक बार जब हमने सभी नियंत्रण सीमाओं की गणना कर ली है, तो हम नियंत्रण ग्राफ़ पी प्राप्त करने के लिए दोष अनुपात और उनकी नियंत्रण सीमाओं के मूल्यों को एक ग्राफ़ पर दर्शाते हैं:
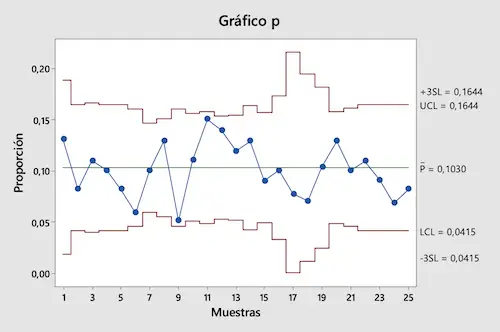
जैसा कि आप ग्राफ़ से देख सकते हैं, सभी अनुपात मान नियंत्रण सीमा के भीतर हैं। इसलिए हम यह निष्कर्ष निकालते हैं कि अध्ययन की गई उत्पादन प्रक्रिया नियंत्रण में है।
अन्य प्रकार के नियंत्रण चार्ट
पी चार्ट एक प्रकार का विशेषता नियंत्रण चार्ट है। अन्य मौजूदा विशेषता नियंत्रण चार्ट में शामिल हैं:
- एनपी नियंत्रण कार्ड – पी कार्ड के विपरीत, दोषपूर्ण उत्पादों के अनुपात को नियंत्रित नहीं किया जाता है, बल्कि दोषपूर्ण उत्पादों की संख्या को नियंत्रित किया जाता है।
- नियंत्रण कार्ड सी : होने वाली खराबी की संख्या पर नजर रखी जाती है।
- नियंत्रण चार्ट यू : दोषों की संख्या चार्ट सी के अनुसार नियंत्रित की जाती है, लेकिन नमूना आकार परिवर्तनशील है।
लेखक के बारे में
डॉ. बेंजामिन एंडरसन
नमस्ते, मैं बेंजामिन हूं, एक सेवानिवृत्त सांख्यिकी प्रोफेसर जो अब समर्पित Statorials शिक्षक बन गया है। सांख्यिकी के क्षेत्र में व्यापक अनुभव और विशेषज्ञता के साथ, मैं Statorials के माध्यम से छात्रों को सशक्त बनाने के लिए अपना ज्ञान साझा करने के लिए उत्सुक हूं। अधिक जाने