Scheda di controllo np
In questo articolo ti mostriamo cos’è una carta di controllo NP e a cosa serve. Inoltre, potrai vedere un esercizio risolto in cui spieghiamo come realizzare una carta di controllo NP.
Cos’è una carta di controllo NP?
Una carta di controllo NP , o semplicemente carta NP , è un grafico che traccia il numero di unità difettose da diversi campioni di dimensione costante.
Una carta di controllo NP viene utilizzata per monitorare che il numero di unità difettose in un processo non superi i limiti di controllo.
Ad esempio, una carta di controllo NP può essere utilizzata per analizzare l’evoluzione dei prodotti difettosi derivanti da un processo produttivo. In questo modo possiamo sapere che c’è un problema nel processo produttivo quando il numero di prodotti difettosi supera i limiti di controllo.
È importante notare che, a differenza di una carta di controllo P, la carta di controllo NP non monitora la proporzione di unità difettose, ma piuttosto il numero di unità difettose. Inoltre, la dimensione di tutti i campioni deve essere la stessa.
Come realizzare una carta di controllo NP
I passaggi da seguire per creare una carta di controllo NP sono i seguenti:
- Prelevare dei campioni : prima di tutto è necessario prelevare diversi campioni per vedere l’evoluzione del numero di unità difettose sul grafico. I campioni devono avere le stesse dimensioni. Inoltre, si consiglia di prelevare almeno 20 campioni e che la dimensione del campione sia superiore a 50.
- Contare il numero di unità difettose : per ciascun campione è necessario determinare il numero di unità con almeno una difettosa.
- Calcolare il valore medio della proporzione : da tutti gli elementi studiati, è necessario calcolare la proporzione totale delle unità difettose.
- Calcolare i limiti di controllo dalla scheda NP : Per ogni campione analizzato, è necessario trovare i suoi limiti di controllo utilizzando le seguenti formule:
- Tracciare i valori sul grafico : Ora è necessario tracciare su un grafico i valori del numero di difetti ottenuti insieme ai limiti di controllo calcolati nel passaggio precedente.
- Analizzare la carta di controllo NP : Infine non resta che verificare che nessun valore esca dai limiti di controllo della carta e che quindi il processo sia sotto controllo. In caso contrario, è necessario adottare misure per correggere il processo di produzione.



Oro

E

sono rispettivamente i limiti di controllo superiore e inferiore,

è il valore medio della proporzione di difetti e

è la dimensione del campione.
Esempio di carta di controllo NP
Successivamente vedremo come creare una carta di controllo NP utilizzando un esempio risolto passo dopo passo.
- Una azienda industriale ha raccolto campioni di 100 unità e ha analizzato il numero di parti difettose in ciascun campione, potete vedere i valori registrati nella tabella seguente. Creare una carta di controllo NP con i dati ottenuti.
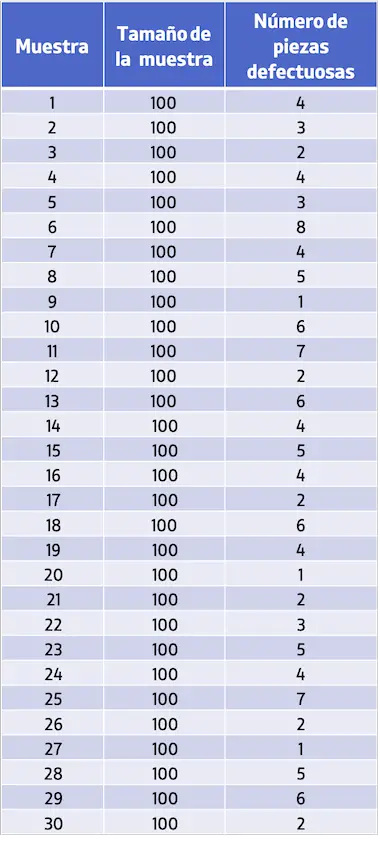
Come si può vedere, tutti i campioni esaminati hanno la stessa dimensione e, inoltre, la dimensione del campione è maggiore di 50 unità, quindi le caratteristiche per poter realizzare una carta di controllo NP sono soddisfatte.
Quindi, la prima cosa che dobbiamo calcolare per creare il grafico NP è il numero medio di unità difettose. Per fare ciò, basta applicare la seguente formula:

Calcoliamo ora i limiti di controllo della carta NP con le formule che abbiamo visto sopra:
![\begin{aligned}\displaystyle LCS&=n\overline{p}+3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039+3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=9,76\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-e91743b6ff50f0d6ce5417cc022527b1_l3.png "Rendered by QuickLaTeX.com")
![\begin{aligned}\displaystyle LCI&=n\overline{p}-3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039-3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=-1,9\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5767e79ae33eabeebe23eb0aefab6244_l3.png "Rendered by QuickLaTeX.com")
Il limite di controllo inferiore è diventato negativo, il che non ha senso poiché non è possibile produrre unità negative difettose. Pertanto, impostiamo il limite di controllo inferiore su 0.
Una volta calcolati i limiti di controllo, tracciamo tutti i valori nella carta di controllo NP:
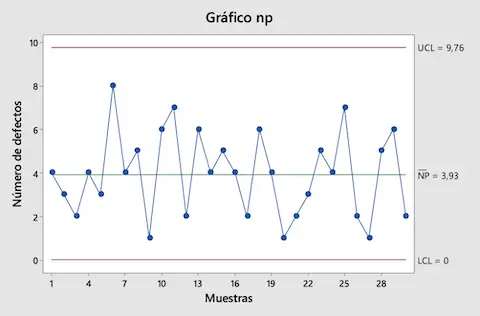
Come si può vedere dal grafico NP, tutti i valori raccolti dai campioni rientrano nei limiti di controllo, quindi si conclude che il processo produttivo è sotto controllo.
Altri tipi di carte di controllo
Oltre alla carta di controllo NP, nella gestione della qualità esistono altri tipi di carte di controllo degli attributi:
- Scheda di controllo P : viene controllata la percentuale di prodotti difettosi.
- Scheda di controllo C : Viene monitorato il numero di guasti che si verificano.
- Carta di controllo U : il numero di difetti è controllato come nella carta C, ma la dimensione del campione è variabile.
Informazioni sull'autore
Benjamin anderson
Ciao, sono Benjamin, un professore di statistica in pensione diventato insegnante dedicato di Statorials. Con una vasta esperienza e competenza nel campo della statistica, sono ansioso di condividere le mie conoscenze per potenziare gli studenti attraverso Statorials. Scopri di più