Xrコントロールカード
この記事では、XR 管理図とは何か、統計で何に使用されるのかを説明します。また、XR 管理図の作成方法を説明し、さらに、実際の例をステップバイステップで見ることができます。
XRコントロールカードとは何ですか?
XR 管理図、または単にXR 管理図は、特性の平均値と範囲の値の変動を示す管理図です。 XR 管理図は主に、生産プロセスの平均と範囲を管理するために使用されます。
したがって、品質管理において、XR コントロール カードを使用すると、進化を分析し、部品のサイズやオーブンの温度などの重要な品質特性が制御されていることを確認できます。
実は、XR管理図はX管理図とR管理図の2つに分かれています。 X 管理図はプロセスの平均を制御するために使用され、R 管理図は範囲を監視するために使用されます。これが、XR 管理図が平均および範囲管理図とも呼ばれる理由です。
XR 管理図は、連続的な特性を制御できるため、変動管理図の一種であることに注意してください。
XR管理図の作成方法
XR 管理図を作成するには、次の手順に従う必要があります。
- サンプルを取得する: まず、制御したい特性のさまざまなサンプル値を取得して監視する必要があります。サンプルは同じサイズである必要があり、少なくとも 20 個のサンプルを取得することをお勧めします。
- 平均を計算する: 各サンプルについて、記録された値の平均を計算する必要があります。
- 平均値の平均を計算する: 各サンプルの平均を求めた後、すべての平均値の平均値を計算する必要があります。これが X カードの中心値になります。
- 範囲を計算する: 各サンプルについて、最大値から最小値を引いて統計範囲を見つける必要があります。
- 範囲の平均を計算する: 各サンプルの範囲を見つけた後、すべての範囲の平均を計算する必要があります。これがR管理図の中心値となります。
- XR 管理図の管理限界を計算する– 前の手順で計算した値から、次の式を使用して X および R 管理図の管理限界を計算する必要があります。
- チャートに値をプロットする: あとは、平均に関連する値を 1 つのチャートにプロットし、範囲に関連する値を別のチャートにプロットして、XR チャートを取得するだけです。
- XR 管理図の分析: 最後に、XR 管理図上の値が管理限界を超えていないこと、したがってプロセスが管理下にあることを確認する必要があります。そうでない場合は、生産プロセスを修正するための措置を講じる必要があります。




Xコントロールカード:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
Rコントロールカード:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
パラメータ A 2 、D 3 、および D 4の値は、以下の表に示されています。
| サイズ(n) | 2時 | 3日目 | J4 |
|---|---|---|---|
| 2 | 1,880 | 0.000 | 3,267 |
| 3 | 1,023 | 0.000 | 2,575 |
| 4 | 0.729 | 0.000 | 2,282 |
| 5 | 0.577 | 0.000 | 2,115 |
| 6 | 0.483 | 0.000 | 2004年 |
| 7 | 0.419 | 0.076 | 1,924 |
| 8 | 0.373 | 0.136 | 1,864 |
| 9 | 0.337 | 0.184 | 1,816 |
| 十 | 0.308 | 0.223 | 1,777 |
XRコントロールカードの例
ある産業会社は、製造プロセスが管理されているかどうかを確認するために、シリンダーの直径の測定を管理したいと考えています。これを行うために、15 分ごとに 5 つのシリンダーのサンプルが採取され、その直径が測定されます。以下の表に測定履歴を示します。品質パラメータを分析するための XR 管理図を作成します。
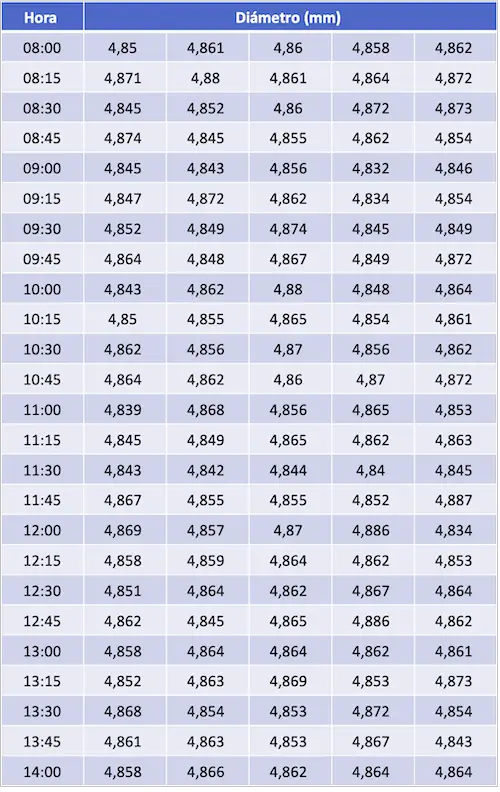
まず、各測定値セットの算術平均と範囲を取得する必要があります。
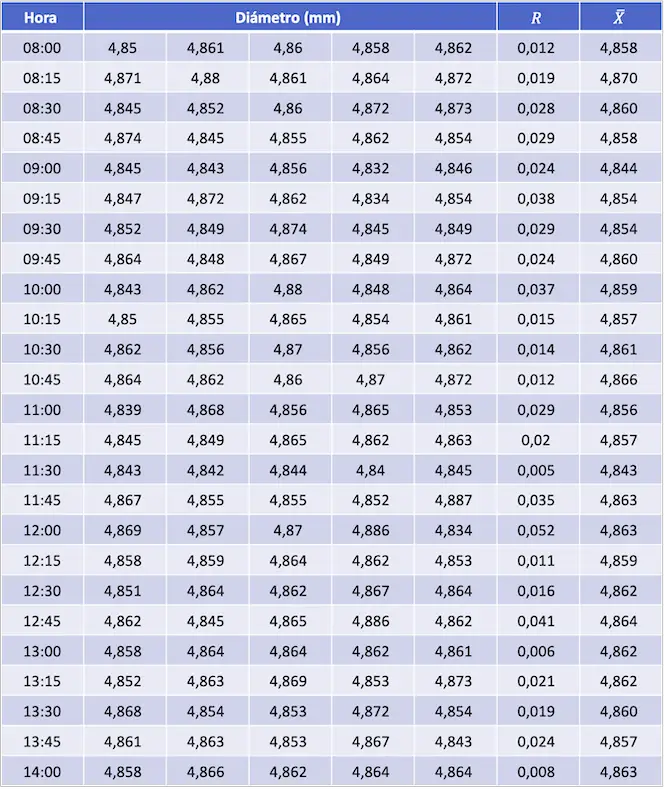
ここで、平均と範囲を意味します。これらは、それぞれ平均と範囲の管理図の中心値になります。


この場合、各サンプルは 5 つの測定値で構成されているため、管理限界式の係数は次のとおりです (係数の値は上の表で確認できます)。



ここで、X および R 管理図の上限および下限管理限界を計算してみましょう。
管理図の管理限界
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
の管理限界 Rコントロールカード
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
したがって、演習用の XR コントロール カードは次のとおりです。
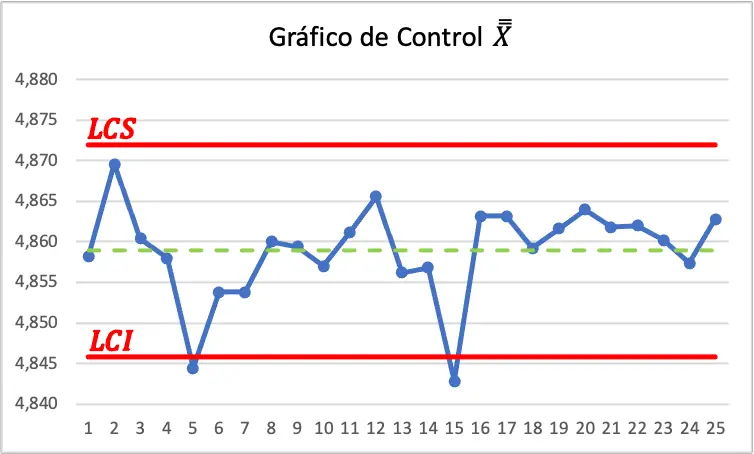
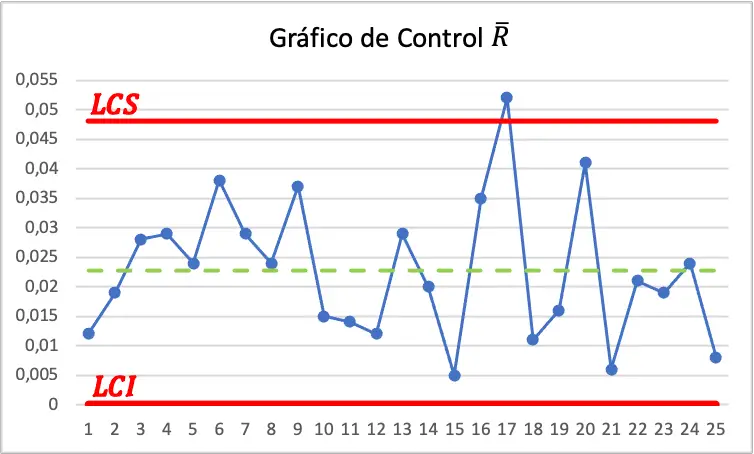
管理図では したがって、プロセスは制御されず、平均と範囲の変動を減らすための措置を講じる必要があります。
著者について
ベンジャミン・アンダーソン博士
私はベンジャミンです。退職した統計教授から、専任の Statorials 教育者になりました。 統計分野における豊富な経験と専門知識を活かして、私は Statorials を通じて学生に力を与えるために自分の知識を共有することに尽力しています。もっと知る