제어 카드(또는 제어 카드)
이 문서에서는 관리 차트(또는 관리 다이어그램)가 무엇인지, 그리고 어떤 용도로 사용되는지 설명합니다. 따라서 다양한 유형의 관리도가 무엇인지, 관리도가 어떻게 만들어지고 어떻게 해석되는지 알아볼 것입니다.
관리도란 무엇입니까?
관리도 (또는 관리도 )는 품질 특성의 변화를 나타내는 그래프입니다. 따라서 관리도는 중요한 매개변수의 값을 모니터링하는 데 사용되는 통계적 공정 관리 도구입니다.
주로 관리 차트에는 중앙값, 관리 상한, 관리 하한의 세 부분이 있습니다.
- LCS(Upper Control Limit) : 프로세스에서 허용되는 최대값을 나타내는 선입니다.
- LCI(Lower Control Limit) : 프로세스에서 허용되는 최소값을 나타내는 선입니다.
- 중심값 : 관리도의 평균값을 나타내는 선입니다. 점이 이 선에 가까울수록 공정이 더 안정적입니다.

관리도는 1920년 Walter Andrew Shewhart에 의해 작성되었으므로 Shewhart 차트 라고도 알려져 있습니다.
품질 관리에서 관리도에는 다양한 용도가 있습니다. 예를 들어, 관리 차트를 사용하여 생산 과정에서 결함이 있는 단위 수를 제어하거나 재무 운영 성과의 변화를 분석할 수도 있습니다.
관리도는 통계적 공정 관리에 매우 유용하며, 실제로 7가지 기본 품질 도구 중 하나로 간주됩니다.
관리도 유형
관리도에는 다음과 같은 여러 유형이 있습니다.
- Variable Control Chart : 연속적인 데이터를 관리하는데 사용됩니다. 가변 관리도에는 세 가지 유형이 있습니다.
- XR 관리 차트 : 평균의 변화와 품질 특성의 정도를 분석합니다.
- XS 관리도 : 품질특성의 평균값과 편차를 평가합니다.
- I-MR 변수 관리도 : 시간에 따른 개별 관측치와 이동 범위가 지도에 표시됩니다.
- 속성 제어 차트 : 연구된 단위가 특정 특성이나 속성을 가지고 있는지 여부를 제어하는 데 사용됩니다. 이들은 네 가지 하위 유형으로 분류될 수 있습니다.
- 제어 카드 P : 불량품 비율의 변화가 표시됩니다.
- NP 관리도 : 일정한 크기의 여러 표본에서 불량 단위 수를 표시합니다.
- 관리도 C : 측정 단위당 현상이 발생하는 횟수를 나타냅니다.
- 관리도 U : 가변적인 경우 측정 단위당 현상이 나타나는 횟수를 나타냅니다.
다음 링크에서 모든 컨트롤 차트 유형에 대한 자세한 설명과 각 유형의 예를 볼 수 있습니다.
관리도를 만드는 방법
관리도를 만드는 단계는 다음과 같습니다.
- 목표 정의: 먼저 프로세스의 통계적 관리를 수행하는 목표가 무엇인지, 분석하려는 품질 특성이 무엇인지 정의해야 합니다.
- 관리도 유형 선택: 연구할 프로세스의 특성과 품질 매개변수에 따라 조사 요구에 가장 적합한 관리도 유형을 선택해야 합니다.
- 데이터 수집: 생성하려는 제어 체계 유형을 선택한 후에는 이를 표현할 수 있도록 프로세스에서 데이터를 수집해야 합니다. 이를 위해서는 분석되는 샘플의 크기, 샘플 채취 빈도, 샘플의 각 요소를 분석하는 방법 등을 결정해야 합니다.
- 관리 한계 계산: 수집된 데이터에서 관리 차트의 중앙 값과 관리 한계를 계산해야 합니다. 관리 한계 계산은 관리 차트 유형마다 다르게 수행되며, 위 링크에서 각 관리 차트 유형이 어떻게 수행되는지 확인할 수 있습니다.
- 데이터 표시: 분석된 샘플의 값과 이전 단계에서 계산된 값을 그래프로 나타내며, 얻은 다이어그램은 연구된 프로세스의 제어 그래프입니다.
- 결과 분석: 마지막으로 얻은 관리 차트를 분석하고 결론을 도출해야 합니다. 다음 섹션에서는 관리도를 해석하는 방법을 설명합니다.
관리도 해석
관리 차트를 해석하려면 먼저 표시된 점 중 어느 것도 차트의 관리 한계를 초과하지 않는지 확인해야 합니다.
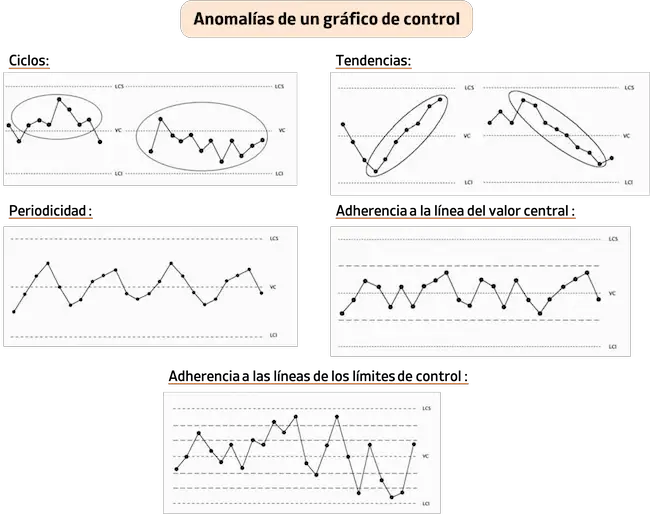
다음으로, 다음과 같은 이상이 발생하지 않는지 확인해야 합니다.
- 주기 – 점이 중앙 값의 한쪽에만 나타날 때 관리 차트에서 주기가 발생합니다. 이러한 사이클 중 하나에 7개의 포인트가 포함되어 있으면 프로세스가 실패합니다. 그러나 또한 11개의 연속된 점 중 10개, 14개의 연속된 점 중 12 또는 13개, 14개 또는 17개 이상의 연속된 점 또는 16개 이상의 연속된 점이 모두 같은 면에 있는 경우 c가 있습니다. 이 역시 과정에서 발생하는 이상 현상이다.
- 추세: 일련의 점이 지속적으로 증가하거나 감소할 때 추세가 발생합니다. 보다 정확하게는 6개 이상의 연속된 포인트가 증가하거나 감소하는 경우에 이상 현상입니다.
- 주기성: 점이 동일한 간격으로 동일한 동작 패턴을 나타낼 때 발생합니다.
- 중심 값 선에 대한 접착: 관리도의 점이 짧은 거리에서 중심 값을 둘러쌀 때 발생합니다. 이 경우 이상이 있는지 확인하려면 관리 차트에 두 개의 선을 그려 중앙 값과 관리 한계 사이의 공간을 절반으로 줄여야 합니다. 대부분의 포인트가 이 두 선 내에 속하면 이상이 발생합니다.
- 통제 한계선 고수: 지도의 여러 지점이 통제 한계에 매우 가까울 때 발생합니다. 이를 결정하려면 중앙값과 각 관리 한계 사이의 공간을 세 부분으로 나누는 네 개의 선을 그래프에 그려야 합니다. 3개 중 2개, 7개 중 3개, 10개 중 4개가 바깥쪽 1/3에 위치하면 이상이 있는 것입니다.
관리도는 시간이 지나도 공정이 안정적인지 확인하는 데 사용됩니다. 따라서 이러한 패턴이 식별되는 경우 프로세스 변동성은 조사하고 제거해야 하는 원인에 의한 것일 가능성이 높습니다.
결론적으로 위의 이상 현상 중 어느 것도 사실이 아니며 그래프의 모든 점이 관리 한계 내에 있으면 프로세스가 관리되고 있으므로 추가 조정이 필요하지 않음을 의미합니다. 수정.
컨트롤 카드의 장점
관리도에는 다음과 같은 장점이 있습니다.
- 문제 감지: 관리 차트를 사용하면 문제를 조기에 식별할 수 있습니다. 즉, 문제가 너무 중요해져서 회사에 매우 부정적인 결과를 가져오기 전에 문제를 식별할 수 있습니다.
- 품질 개선 – 관리도는 프로세스 변동성을 모니터링함으로써 프로세스에서 특정 수준의 품질을 유지하는 데 도움이 됩니다.
- 비용 절감 – 관리도는 문제와 결함을 방지함으로써 프로세스 또는 제품의 품질과 관련된 비용을 줄이는 데 도움이 될 수 있습니다.
- 효율성 향상: 관리 차트는 문제를 감지하고 프로세스 품질을 개선하는 데 도움이 되므로 분석 중인 프로세스의 효율성도 향상시킵니다.
- 의사 결정에 도움이 됩니다 . 기사 전체에서 살펴본 것처럼 관리 차트는 프로세스 성능에 대한 객관적이고 정량화 가능한 정보를 제공하므로 가설이나 직관보다는 데이터 기반 결정을 내리는 데 도움이 됩니다.
저자 소개
벤자민 앤더슨
안녕하세요. 저는 통계학 교수를 퇴직하고 전임 통계 교사로 변신한 벤자민입니다. 통계 분야의 광범위한 경험과 전문 지식을 바탕으로 Statorials를 통해 학생들에게 힘을 실어주기 위해 지식을 공유하고 싶습니다. 더 알아보기