Xr 제어 카드
이 기사에서는 XR 관리도가 무엇인지, 통계에서 어떤 용도로 사용되는지 알아보겠습니다. 또한 XR 관리도를 만드는 방법을 설명하고, 추가로 작업 예제를 단계별로 볼 수 있습니다.
XR 제어 카드란 무엇입니까?
XR 관리 차트 또는 간단히 XR 차트는 특성의 평균 값과 범위의 변화를 보여주는 차트입니다. 주로 XR 관리도는 생산 공정의 평균과 범위를 제어하는 데 사용됩니다.
따라서 품질 관리에서 XR 제어 카드를 사용하면 발전 과정을 분석하고 부품 크기나 오븐 온도와 같은 중요한 품질 특성이 제어되고 있는지 확인할 수 있습니다.
실제로 XR 관리 차트는 X 차트와 R 차트라는 두 가지 차트로 나뉩니다. X 차트는 프로세스 평균을 제어하는 데 사용되는 반면 R 차트는 범위를 모니터링하는 데 사용됩니다. 이것이 XR 관리 차트를 평균 및 범위 관리 차트 라고도 부르는 이유입니다.
XR 관리도는 연속적인 특성을 제어할 수 있으므로 일종의 가변 관리도라는 점을 명심하세요.
XR 관리 차트를 만드는 방법
XR 관리도를 생성하려면 다음 단계를 따라야 합니다.
- 샘플 채취 : 우선, 제어하려는 특성의 다양한 샘플 값을 채취하여 모니터링해야 합니다. 샘플의 크기는 동일해야 하며 최소 20개의 샘플을 채취하는 것이 좋습니다.
- 평균 계산 : 각 샘플에 대해 기록된 값의 평균을 계산해야 합니다.
- 평균의 평균 계산 : 각 샘플의 평균을 결정한 후 모든 평균의 평균값을 계산해야 합니다. 이것이 X 카드의 중심 가치가 될 것입니다.
- 범위 계산 : 각 샘플에 대해 최대값에서 최소값을 뺀 값을 빼서 통계적 범위를 찾아야 합니다.
- 범위의 평균 계산 : 각 샘플의 범위를 찾은 후 모든 범위의 평균을 계산해야 합니다. 이것이 R 차트의 중심 값이 됩니다.
- XR 차트 제어 한계 계산 – 이전 단계에서 계산된 값에서 다음 공식을 사용하여 X 및 R 차트 제어 한계를 계산해야 합니다.
- 차트에 값 그리기 : 이제 한 차트에는 평균에 관련된 값을, 다른 차트에는 범위에 관련된 값을 플롯하여 XR 차트를 얻기만 하면 됩니다.
- XR 관리 차트 분석 : 마지막으로 XR 차트의 값이 관리 한계를 벗어나지 않아 프로세스가 관리되고 있는지 확인해야 합니다. 그렇지 않으면 생산 공정을 수정하기 위한 조치를 취해야 합니다.




X 제어 카드:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
R 제어 카드:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
매개변수 A 2 , D 3 및 D 4 값은 아래 표에서 찾을 수 있습니다.
| 크기(n) | 2 시에 | 3 일차 | D4 |
|---|---|---|---|
| 2 | 1,880 | 0.000 | 3,267 |
| 삼 | 1,023 | 0.000 | 2,575 |
| 4 | 0.729 | 0.000 | 2,282 |
| 5 | 0.577 | 0.000 | 2,115 |
| 6 | 0.483 | 0.000 | 2004년 |
| 7 | 0.419 | 0.076 | 1,924 |
| 8 | 0.373 | 0.136 | 1,864 |
| 9 | 0.337 | 0.184 | 1,816 |
| 십 | 0.308 | 0.223 | 1,777 |
XR 컨트롤 카드의 예
한 산업 회사에서는 생산 공정이 제대로 관리되고 있는지 확인하기 위해 실린더 직경 측정을 제어하려고 합니다. 이를 위해 15분마다 5개의 실린더 샘플을 채취하여 직경을 측정합니다. 다음 표는 측정 이력을 보여줍니다. 품질 매개변수를 분석하기 위해 XR 관리 차트를 만듭니다.
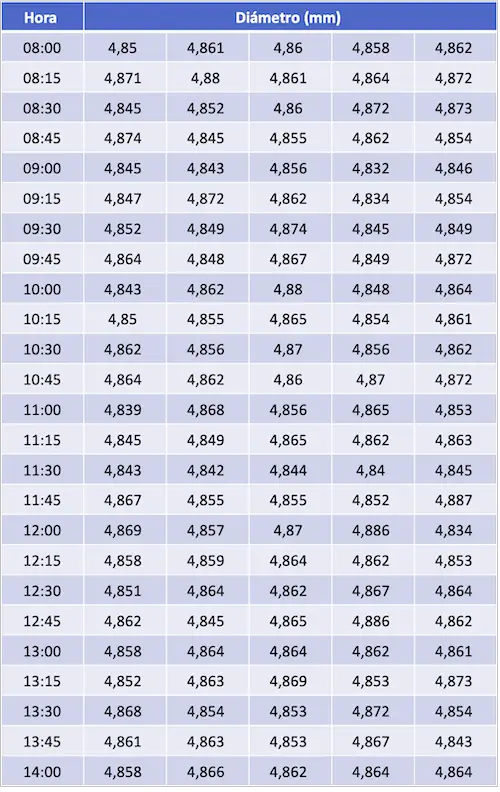
먼저, 각 측정 세트의 산술 평균과 범위를 구해야 합니다.
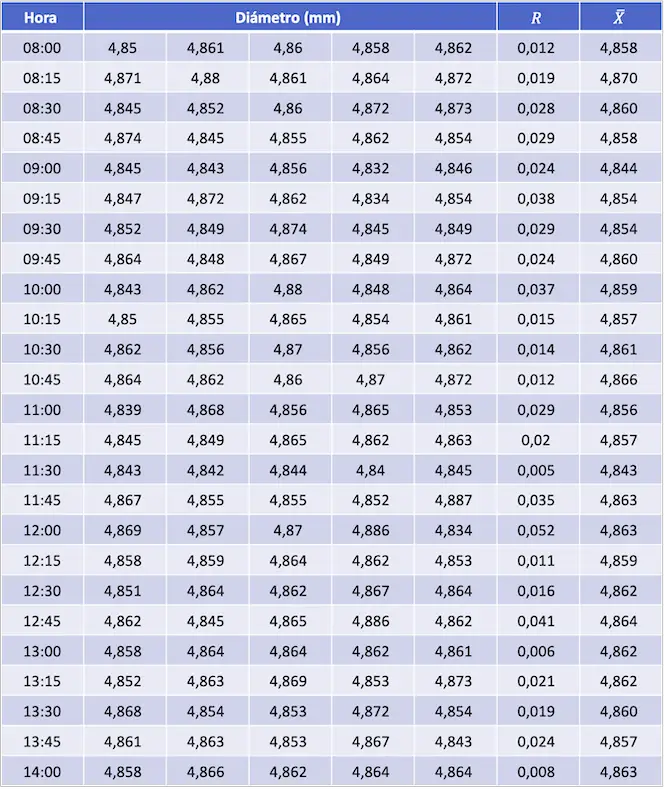
이제 평균과 범위에 대한 관리도의 중심 값이 될 평균과 범위를 의미합니다.


이 경우, 각 샘플은 5개의 측정값으로 구성되므로 관리한계 공식의 계수는 다음과 같습니다. (계수값은 위 표에서 확인하실 수 있습니다.)



이제 X 및 R 관리도의 관리 상한과 하한을 계산해 보겠습니다.
관리도 관리 한계
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
통제 한계 R 제어 카드
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
따라서 연습을 위한 XR 제어 카드는 다음과 같습니다.
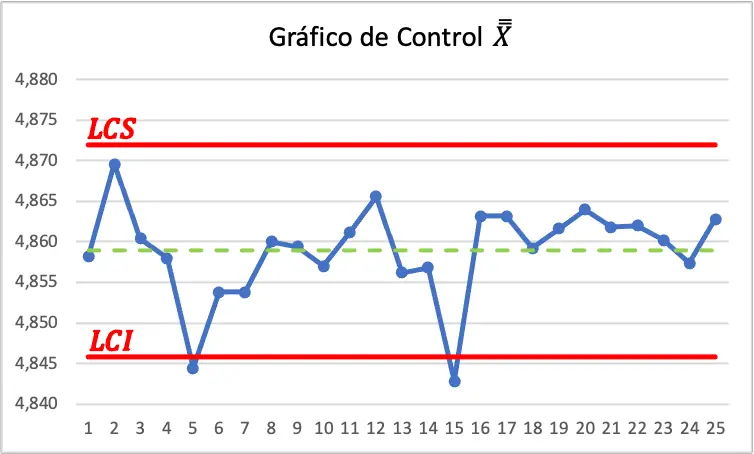
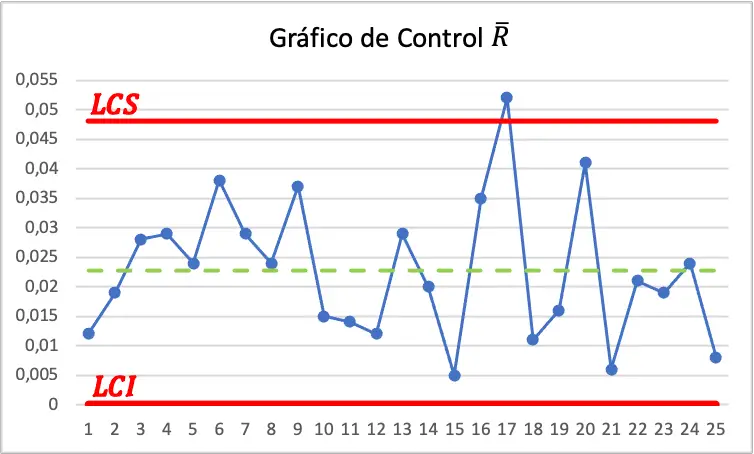
관리도에서는 프로세스가 통제되지 않으며 평균과 범위의 변동성을 줄이기 위한 조치를 취해야 합니다.
저자 소개
벤자민 앤더슨
안녕하세요. 저는 통계학 교수를 퇴직하고 전임 통계 교사로 변신한 벤자민입니다. 통계 분야의 광범위한 경험과 전문 지식을 바탕으로 Statorials를 통해 학생들에게 힘을 실어주기 위해 지식을 공유하고 싶습니다. 더 알아보기