P-controlekaart
In dit artikel leert u wat P-controlediagrammen zijn en waarvoor ze worden gebruikt. Ook leggen we uit hoe je een P-controlediagram opbouwt en daarnaast krijg je stap voor stap een oefening opgelost te zien.
Wat is een P-controlediagram?
Een P-controlediagram , of kortweg P-diagram , is een grafiek die de evolutie weergeeft van het aandeel defecte eenheden en hun controlelimieten . Daarom is een P-controlediagram een diagram dat wordt gebruikt om het aandeel defecte eenheden te controleren.
Bij kwaliteitsmanagement moeten we vaak onderzoeken of de eenheden in een productieproces correct worden vervaardigd of juist of er te veel defecten optreden. Zo maakt het controlediagram P het mogelijk om de evolutie van het percentage defecte eenheden te analyseren en te zien wanneer het productieproces onder controle is en wanneer niet.
De P-controlekaart wordt echter niet alleen gebruikt om een productieproces te controleren, maar heeft ook andere toepassingen, zoals het controleren van het aantal patiënten of het controleren van het succespercentage van een dichotoom experiment. Hoewel het vooral wordt gebruikt om productieprocessen te controleren.
Eén van de kenmerken van het P-controlediagram is dat de grootte van de verschillende geanalyseerde monsters niet noodzakelijkerwijs gelijk hoeft te zijn, zodat monsters van verschillende grootten kunnen worden genomen om het statistische onderzoek uit te voeren.
Kortom, met het P-controlediagram kunnen we gevallen analyseren waarin er twee mogelijke uitkomsten zijn: ‘succes’ (goed geproduceerde eenheid) en ‘mislukking’ (defecte eenheid). Dat wil zeggen dat het P-controlediagram nuttig is voor gevallen die een binominale verdeling volgen.
Hoe u een P-controlediagram maakt
Om een P-controlediagram te maken, moet u de volgende stappen volgen:
- Neem monsters : Allereerst moet u verschillende monsters nemen om te zien hoe de verhouding in de grafiek verandert. Monsters kunnen verschillende afmetingen hebben, maar het wordt aanbevolen om minimaal 20 monsters te nemen.
- Bereken het aandeel p : Voor elke steekproef moet u het aandeel individuen met een tekort berekenen.
- Bereken de gemiddelde waarde van het aandeel : Uit alle bestudeerde elementen moet u het totale aandeel defecte eenheden berekenen.
- Bereken de controlelimieten van de P-kaart : voor elk getest monster moet u de controlelimieten vinden met behulp van de onderstaande formules. Houd er rekening mee dat de waarde van de controlelimieten zal variëren als de grootte van elk monster verschillend is.
- Zet de waarden in de grafiek : U moet nu de waarden van de verkregen monsterverhoudingen en de berekende controlelimieten in de grafiek weergeven.
- Analyseer het controlediagram P : uiteindelijk hoeft u alleen nog maar te controleren of geen enkele waarde van de verhoudingen de controlegrenzen overschrijdt en dat het proces dus onder controle is. Anders moeten er maatregelen worden genomen om het productieproces te corrigeren.



Goud

En

zijn respectievelijk de bovenste en onderste controlelimieten van monster i,

is de gemiddelde waarde van het aandeel defecten en

is de steekproefomvang i.
Voorbeeld van een P-controlediagram
Om het concept te verwerken, zullen we een opgelost voorbeeld zien van het maken van een controlekaart P.
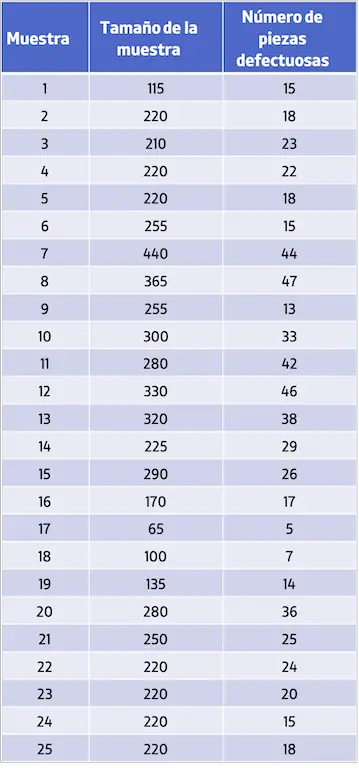
- Een bedrijf verzamelde 25 productmonsters en registreerde in elk monster de omvang van het monster en het aantal gevonden defecte onderdelen. In de volgende tabel kunt u de verzamelde gegevens bekijken:
Om het controlediagram P te kunnen maken, is het eerst nodig om het totale aandeel defecte eenheden te berekenen. Om dit te doen, deelt u eenvoudigweg het totale aantal defecten door het totale aantal geproduceerde eenheden:

Laten we nu het percentage defecten voor elk monster en de controlelimieten voor elk monster berekenen. Als voorbeeld gaan we verder met het berekenen van het eerste monster:



Het aandeel defecten en de controlelimieten voor elk monster zijn dus als volgt:
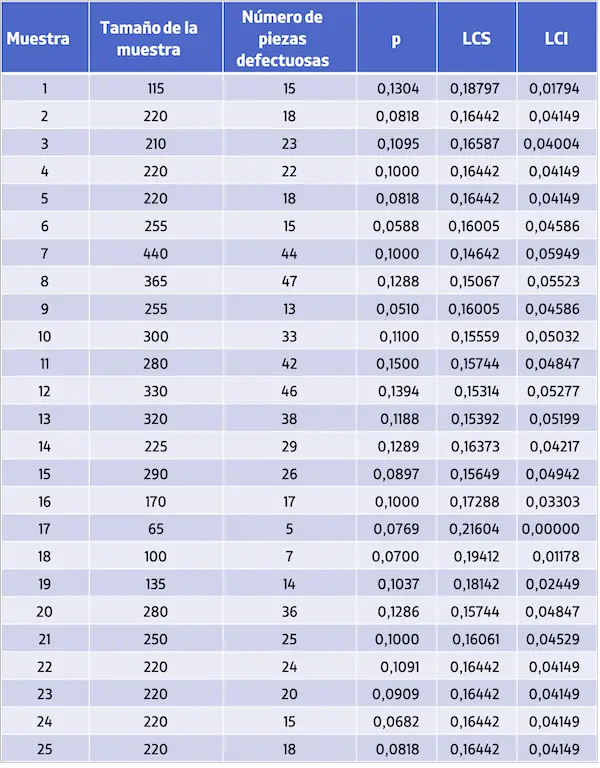
Nadat we alle controlelimieten hebben berekend, geven we de waarden van de defectverhoudingen en hun controlelimieten weer in een grafiek om de controlegrafiek P te verkrijgen:
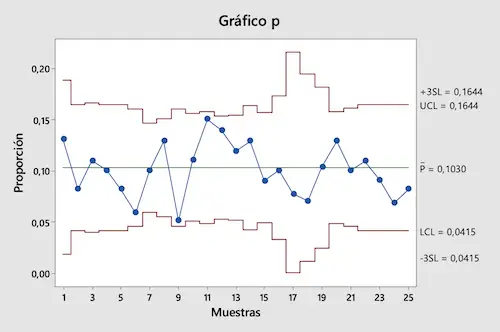
Zoals u in de grafiek kunt zien, vallen alle verhoudingswaarden binnen de controlegrenzen. Wij concluderen dan ook dat het onderzochte productieproces onder controle is.
Andere soorten controlediagrammen
Het P-diagram is een type attribuutcontrolediagram. Andere bestaande attribuutcontrolediagrammen zijn onder meer:
- NP-controlekaart – In tegenstelling tot de P-kaart wordt niet het aandeel defecte producten gecontroleerd, maar eerder het aantal defecte producten.
- Stuurkaart C : Het aantal optredende fouten wordt bewaakt.
- Controlediagram U : Het aantal defecten wordt gecontroleerd zoals in diagram C, maar de steekproefomvang is variabel.
Über den Autor
Dr.benjamin anderson
Ik ben Benjamin, een gepensioneerde hoogleraar statistiek die nu een toegewijde Statorials-lesgever is. Ik heb uitgebreide ervaring en expertise op het gebied van statistiek en ik ben vastbesloten om mijn kennis te delen met studenten via Statorials. Lees verder