Xr-controlekaart
In dit artikel ontdek je wat XR-controlediagrammen zijn en waarvoor ze in de statistieken worden gebruikt. Ook leggen we uit hoe je een XR-controlediagram maakt en daarnaast krijg je stap voor stap een uitgewerkt voorbeeld te zien.
Wat is een XR-controlekaart?
Het XR-controlediagram , of kortweg XR-diagram , is een diagram dat de variatie in de waarde van het gemiddelde en het bereik van een kenmerk weergeeft. De XR-controlekaart wordt voornamelijk gebruikt om het gemiddelde en de reikwijdte van een productieproces te controleren.
Zo maakt de XR-controlekaart het bij kwaliteitsmanagement mogelijk om de evolutie te analyseren en te verifiëren dat een kritisch kwaliteitskenmerk, zoals de grootte van een onderdeel of de temperatuur van een oven, onder controle is.
Eigenlijk is het XR-controlediagram verdeeld in twee verschillende diagrammen: het X-diagram en het R-diagram. Het X-diagram wordt gebruikt om het procesgemiddelde te controleren, terwijl het R-diagram wordt gebruikt om het bereik te bewaken. Dit is de reden waarom het XR-controlediagram ook wel het controlediagram voor gemiddelden en bereiken wordt genoemd.
Houd er rekening mee dat het XR-controlediagram een soort variabel controlediagram is, omdat het controle over een continu kenmerk mogelijk maakt.
Hoe u een XR-controlediagram maakt
Om een XR-controlediagram te maken, moet u de volgende stappen volgen:
- Monsters nemen : Allereerst moeten verschillende monsterwaarden worden genomen van het kenmerk dat u wilt controleren om dit te monitoren. De monsters moeten dezelfde grootte hebben en het wordt aanbevolen om minimaal 20 monsters te nemen.
- Bereken het gemiddelde : voor elk monster moet het gemiddelde van de geregistreerde waarden worden berekend.
- Bereken het gemiddelde van de gemiddelden : Nadat het gemiddelde van elk monster is bepaald, is het noodzakelijk om de gemiddelde waarde van alle gemiddelden te berekenen. Dit zal de centrale waarde van de X-kaart zijn.
- Bereken het bereik : voor elk monster moet u het statistische bereik vinden door de maximale waarde minus de minimumwaarde af te trekken.
- Bereken het gemiddelde van de bereiken : Nadat u het bereik van elk monster hebt gevonden, moet u het gemiddelde van alle bereiken berekenen. Dit zal de centrale waarde van het R-diagram zijn.
- Bereken de XR-kaartcontrolelimieten – Uit de waarden die in de vorige stappen zijn berekend, moeten de X- en R-kaartcontrolelimieten worden berekend met behulp van de volgende formules:
- Teken de waarden in de grafiek : Nu hoeft u alleen nog maar de waarden gerelateerd aan het gemiddelde in de ene grafiek en de waarden gerelateerd aan het bereik in een andere grafiek uit te zetten om de XR-grafiek te krijgen.
- Analyseer het XR-controlediagram : Ten slotte is het nodig om te verifiëren dat geen enkele waarde op het XR-diagram buiten de controlegrenzen valt en dat het proces daarom onder controle is. Anders moeten er maatregelen worden genomen om het productieproces te corrigeren.




X-controlekaart:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
R-controlekaart:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
Waar de waarden van parameters A 2 , D 3 en D 4 te vinden zijn in de onderstaande tabel.
| Maat (n) | Op 2 | Dag 3 | J4 |
|---|---|---|---|
| 2 | 1.880 | 0.000 | 3.267 |
| 3 | 1.023 | 0.000 | 2.575 |
| 4 | 0,729 | 0.000 | 2.282 |
| 5 | 0,577 | 0.000 | 2.115 |
| 6 | 0,483 | 0.000 | 2004 |
| 7 | 0,419 | 0,076 | 1.924 |
| 8 | 0,373 | 0,136 | 1.864 |
| 9 | 0,337 | 0,184 | 1.816 |
| tien | 0,308 | 0,223 | 1.777 |
Voorbeeld van een XR-controlekaart
Een industrieel bedrijf wil de meting van de diameter van een cilinder controleren om te zien of het productieproces onder controle is. Hiervoor wordt elke 15 minuten een monster van 5 cilinders genomen en de diameter ervan gemeten. De volgende tabel toont de meetgeschiedenis. Maak een XR-controlediagram om de kwaliteitsparameter te analyseren.
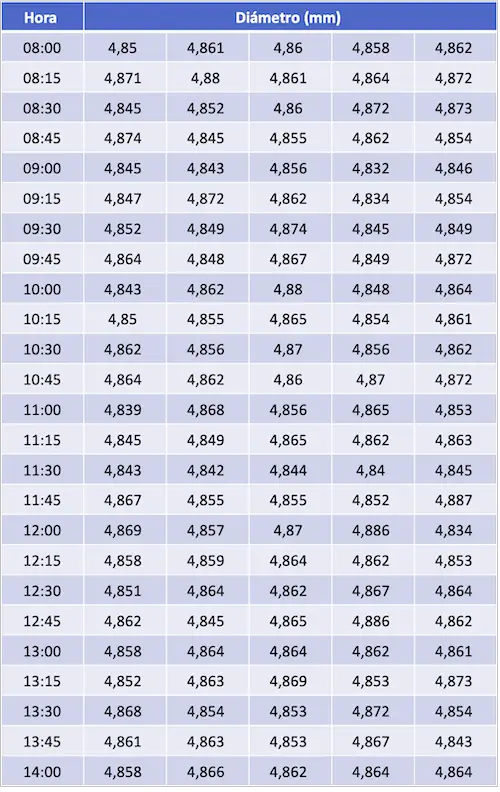
Eerst moeten we het rekenkundig gemiddelde en bereik van elke reeks metingen nemen:
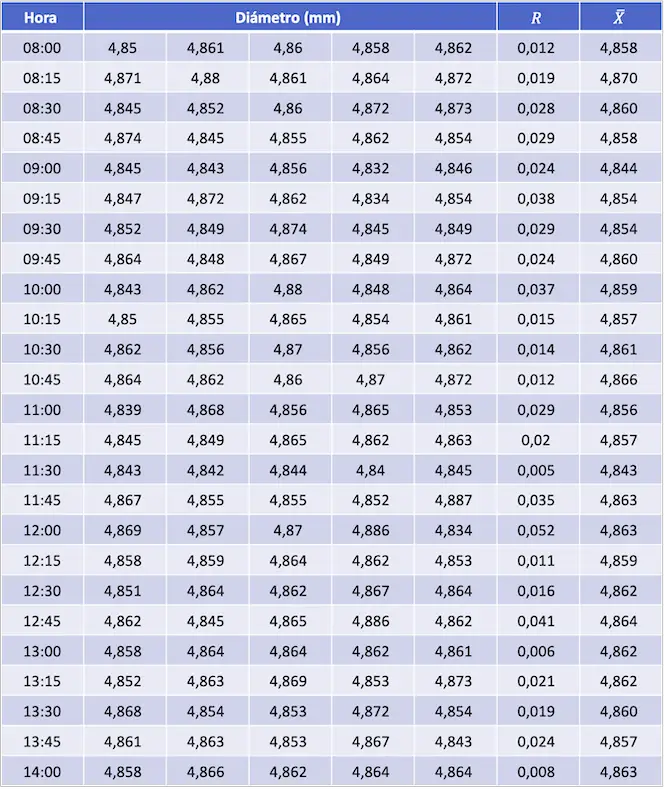
Nu bedoelen we de gemiddelden en bereiken, die de centrale waarden van het controlediagram zullen zijn voor respectievelijk het gemiddelde en het bereik:


In dit geval bestaat elk monster uit 5 metingen, dus de coëfficiënten van de controlelimietformules zijn als volgt (u kunt de coëfficiëntwaarden in de bovenstaande tabel zien):



Laten we nu de bovenste en onderste controlelimieten van het X- en R-controlediagram berekenen:
Controlediagram Controlelimieten
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
controlegrenzen van R-controlekaart
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
De XR-controlekaart voor de oefening luidt daarom als volgt:
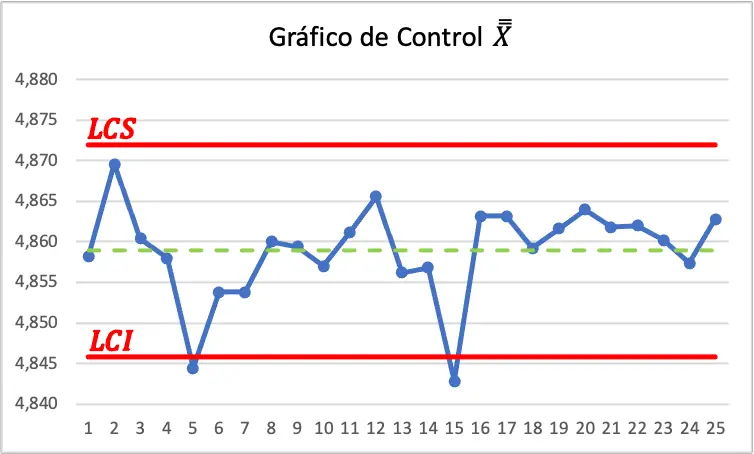
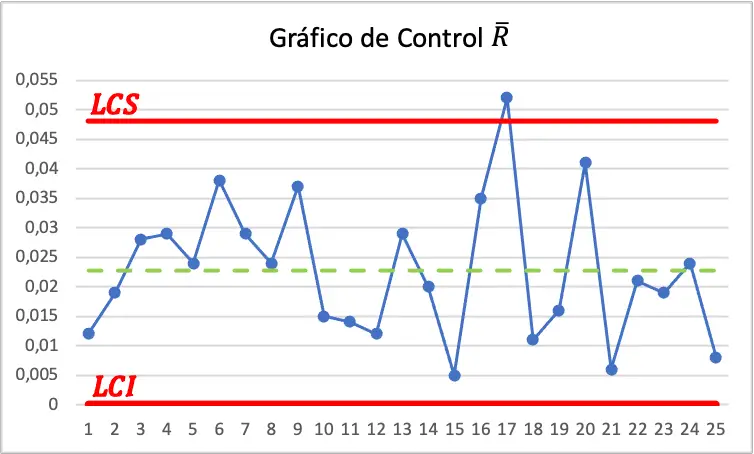
In het controlediagram Daarom wordt het proces niet gecontroleerd en moeten er stappen worden ondernomen om de variabiliteit in het gemiddelde en bereik te verminderen.
Über den Autor
Dr.benjamin anderson
Ik ben Benjamin, een gepensioneerde hoogleraar statistiek die nu een toegewijde Statorials-lesgever is. Ik heb uitgebreide ervaring en expertise op het gebied van statistiek en ik ben vastbesloten om mijn kennis te delen met studenten via Statorials. Lees verder