Karta kontrolna p
W tym artykule dowiesz się czym są karty kontrolne P i do czego służą. Wyjaśniamy również, jak zbudować kartę kontrolną P, a ponadto będziesz mógł zobaczyć krok po kroku rozwiązane ćwiczenie.
Co to jest karta kontrolna P?
Wykres kontrolny P lub po prostu wykres P to wykres przedstawiający ewolucję proporcji wadliwych jednostek i ich granic kontrolnych . Dlatego karta kontrolna P jest wykresem używanym do kontrolowania proporcji wadliwych jednostek.
W zarządzaniu jakością często musimy badać, czy w procesie produkcyjnym jednostki są wytwarzane prawidłowo, czy też odwrotnie, czy nie pojawia się zbyt wiele defektów. Zatem karta kontrolna P umożliwia analizę ewolucji odsetka wadliwych jednostek i sprawdzenie, kiedy proces produkcyjny jest pod kontrolą, a kiedy nie.
Jednak karta kontrolna P służy nie tylko do kontrolowania procesu produkcyjnego, ale ma także inne zastosowania, takie jak kontrolowanie proporcji pacjentów lub kontrolowanie wskaźnika powodzenia eksperymentu dychotomicznego. Chociaż służy głównie do kontroli procesów produkcyjnych.
Jedną z cech karty kontrolnej P jest to, że wielkość różnych analizowanych próbek nie musi być koniecznie równa, tak więc do przeprowadzenia badania statystycznego można pobrać próbki o różnej wielkości.
Krótko mówiąc, karta kontrolna P pozwala nam analizować przypadki, w których istnieją dwa możliwe wyniki: „sukces” (jednostka dobrze wyprodukowana) i „porażka” (jednostka wadliwa). Oznacza to, że karta kontrolna P jest przydatna w przypadkach, w których występuje rozkład dwumianowy.
Jak utworzyć wykres kontroli P
Aby utworzyć kartę kontrolną P, należy wykonać następujące kroki:
- Pobieraj próbki : Przede wszystkim musisz pobrać różne próbki, aby zobaczyć, jak zmieniają się proporcje na wykresie. Próbki mogą mieć różną wielkość, zaleca się jednak pobranie minimum 20 próbek.
- Oblicz proporcję p : Dla każdej próbki należy obliczyć odsetek osobników z niedoborem.
- Oblicz średnią wartość proporcji : Ze wszystkich badanych elementów należy obliczyć całkowitą proporcję wadliwych jednostek.
- Oblicz granice kontrolne wykresu P : Dla każdej badanej próbki należy znaleźć jej granice kontrolne, korzystając ze wzorów podanych poniżej. Należy pamiętać, że wartość granic kontrolnych będzie się różnić, jeśli wielkość każdej próbki będzie inna.
- Nanieś wartości na wykres : Teraz musisz wykreślić na wykresie wartości uzyskanych proporcji próbek oraz obliczone granice kontrolne.
- Przeanalizuj kartę kontrolną P : na koniec pozostaje jedynie sprawdzić, czy żadna wartość proporcji nie przekracza granic kontrolnych i czy w związku z tym proces jest pod kontrolą. W przeciwnym razie należy podjąć działania w celu skorygowania procesu produkcyjnego.



Złoto

I

są odpowiednio górną i dolną granicą kontrolną próbki i,

jest średnią wartością proporcji wad i

to wielkość próbki, tj.
Przykład karty kontrolnej P
Aby zakończyć przyswajanie koncepcji, zobaczymy rozwiązany przykład tworzenia karty kontrolnej P.
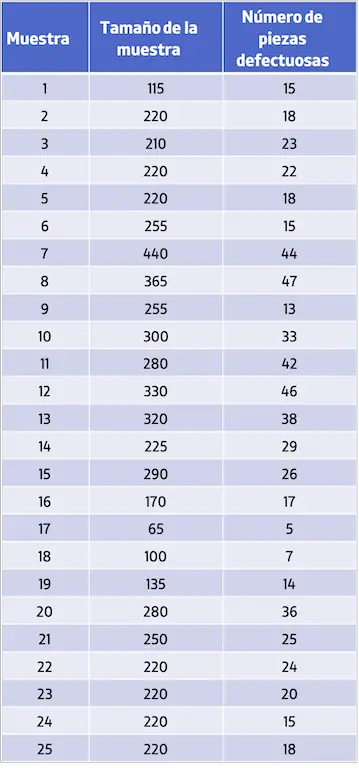
- Pewna firma zebrała 25 próbek produktów i w każdej z nich odnotowała wielkość próbki oraz liczbę wykrytych wadliwych części. Zebrane dane możesz zobaczyć w poniższej tabeli:
Aby sporządzić kartę kontrolną P, należy najpierw obliczyć całkowity udział wadliwych jednostek. Aby to zrobić, wystarczy podzielić całkowitą liczbę defektów przez całkowitą liczbę wyprodukowanych jednostek:

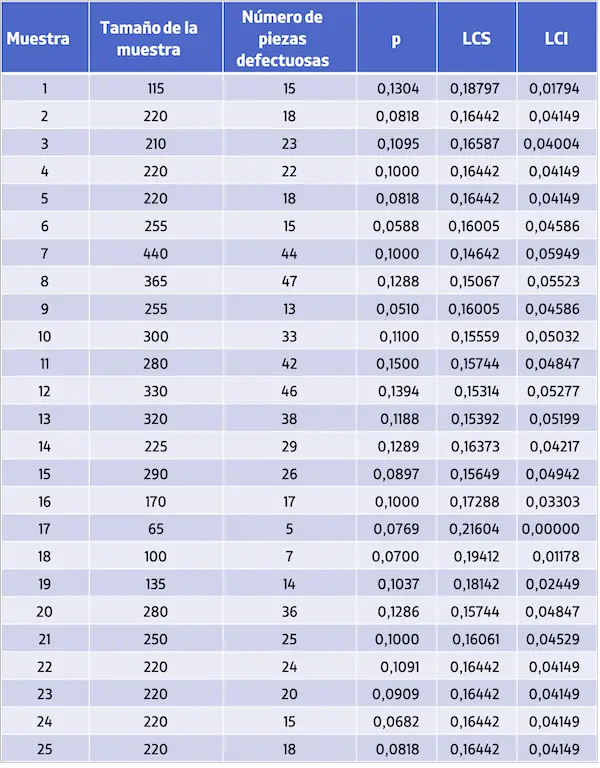
Obliczmy teraz proporcję defektów dla każdej próbki i granice kontrolne dla każdej próbki. Jako przykład przystępujemy do obliczenia pierwszej próbki:



Zatem proporcja defektów i granice kontrolne dla każdej próbki są następujące:
Po obliczeniu wszystkich granic kontrolnych przedstawiamy wartości proporcji defektów i ich granic kontrolnych na wykresie, aby uzyskać wykres kontrolny P:
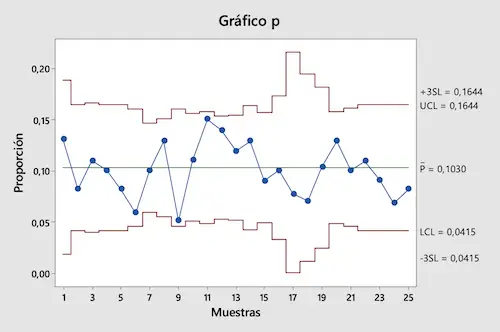
Jak widać na wykresie, wszystkie wartości proporcji mieszczą się w granicach kontrolnych. Dochodzimy zatem do wniosku, że badany proces produkcyjny jest pod kontrolą.
Inne typy wykresów kontrolnych
Wykres P jest rodzajem wykresu kontroli atrybutów. Inne istniejące wykresy kontroli atrybutów obejmują:
- Karta kontrolna NP – W przeciwieństwie do karty P, nie kontrolowana jest proporcja wadliwych produktów, ale raczej liczba wadliwych produktów.
- Karta sterująca C : Monitorowana jest liczba występujących usterek.
- Karta kontrolna U : Liczbę defektów kontroluje się jak na wykresie C, ale wielkość próby jest zmienna.
o autorze
Dr Benjamin Anderson
Cześć, jestem Benjamin i jestem emerytowanym profesorem statystyki, który został oddanym nauczycielem Statorials. Dzięki bogatemu doświadczeniu i wiedzy specjalistycznej w dziedzinie statystyki chętnie dzielę się swoją wiedzą, aby wzmocnić pozycję uczniów za pośrednictwem Statorials. Wiedzieć więcej