Карта управления нп
В этой статье мы покажем вам, что такое контрольная карта NP и для чего она используется. Кроме того, вы сможете увидеть решенное упражнение, в котором мы объясняем, как составить контрольную карту NP.
Что такое контрольная карта NP?
Контрольная диаграмма NP , или просто диаграмма NP , представляет собой график, отображающий количество дефектных единиц из нескольких образцов постоянного размера.
Контрольная карта NP используется для контроля за тем, чтобы количество дефектных единиц в процессе не превышало контрольных пределов.
Например, контрольную карту NP можно использовать для анализа изменения дефектной продукции, производимой в ходе производственного процесса. Таким образом, мы можем узнать, что в производственном процессе возникла проблема, когда количество бракованной продукции превышает контрольные пределы.
Важно отметить, что в отличие от контрольной карты P, контрольная карта NP отслеживает не долю дефектных единиц, а количество дефектных единиц. Кроме того, размер всех образцов должен быть одинаковым.
Как составить контрольную карту NP
Шаги, которые необходимо выполнить для создания контрольной карты NP, следующие:
- Взять образцы : Прежде всего, вам нужно взять разные образцы, чтобы увидеть динамику количества дефектных единиц на графике. Образцы должны быть одинакового размера. Кроме того, рекомендуется взять не менее 20 проб, а размер выборки превышает 50.
- Подсчитайте количество дефектных единиц : для каждой выборки необходимо определить количество единиц, по крайней мере, с одной дефектной.
- Вычислите среднее значение доли : Из всех изученных элементов нужно вычислить общую долю бракованных единиц.
- Рассчитайте пределы контроля по карте НП : Для каждого испытанного образца необходимо найти его пределы контроля по следующим формулам:
- Нанесите значения на график : Теперь вам нужно нанести на график значения количества дефектов, полученные вместе с контрольными пределами, рассчитанными на предыдущем шаге.
- Проанализируйте контрольную диаграмму NP . Наконец, все, что остается, — это проверить, что ни одно значение не выходит за контрольные пределы диаграммы и, следовательно, процесс находится под контролем. В противном случае необходимо принять меры по корректировке производственного процесса.



Золото

И

– верхний и нижний контрольные пределы соответственно,

– среднее значение доли дефектов и

это размер выборки.
Пример контрольной карты NP
Далее мы увидим, как создать контрольную диаграмму NP на пошагово решенном примере.
- Промышленная компания собрала образцы по 100 единиц и проанализировала количество бракованных деталей в каждом образце, зафиксированные значения вы можете увидеть в следующей таблице. На основе полученных данных создайте контрольную карту NP.
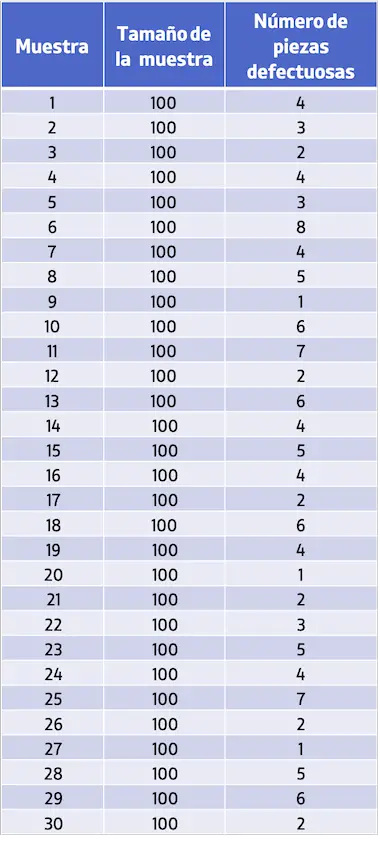
Как видите, все исследованные выборки имеют одинаковый размер, и, кроме того, размер выборки превышает 50 единиц, поэтому характеристики, необходимые для построения контрольной карты NP, соблюдены.
Итак, первое, что нам нужно посчитать для построения диаграммы NP, — это среднее количество бракованных единиц. Для этого просто примените следующую формулу:

Теперь мы рассчитаем лимиты контроля карты NP по формулам, которые мы видели выше:
![\begin{aligned}\displaystyle LCS&=n\overline{p}+3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039+3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=9,76\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-e91743b6ff50f0d6ce5417cc022527b1_l3.png "Rendered by QuickLaTeX.com")
![\begin{aligned}\displaystyle LCI&=n\overline{p}-3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039-3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=-1,9\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5767e79ae33eabeebe23eb0aefab6244_l3.png "Rendered by QuickLaTeX.com")
Нижний контрольный предел стал отрицательным, что не имеет смысла, так как бракованные отрицательные изделия не могут быть изготовлены. Поэтому мы устанавливаем нижний предел управления равным 0.
После того, как мы рассчитали пределы контроля, мы наносим все значения на контрольную карту NP:
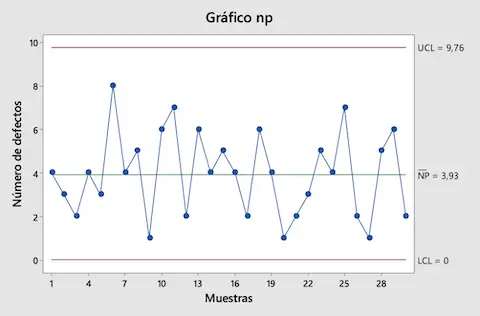
Как видно из графика NP, все значения, собранные из проб, находятся между контрольными пределами, поэтому можно сделать вывод, что производственный процесс находится под контролем.
Другие типы контрольных карт
Помимо карты контроля НП, в менеджменте качества существуют и другие виды карт контроля атрибутов:
- Карта контроля P : контролируется доля бракованной продукции.
- Карта управления C : контролируется количество возникающих неисправностей.
- Контрольная карта U : Количество дефектов контролируется, как и в таблице C, но размер выборки варьируется.
Об авторе
бенджамин андерсон
Здравствуйте, я Бенджамин, профессор статистики на пенсии, ставший преданным преподавателем Statorials. Имея обширный опыт и знания в области статистики, я хочу поделиться своими знаниями, чтобы расширить возможности студентов с помощью Statorials. Узнать больше