P-карта управления
В этой статье вы узнаете, что такое контрольные карты П и для чего они используются. Мы также объясним, как построить P-контрольную диаграмму, и, кроме того, вы сможете увидеть поэтапное решение упражнения.
Что такое P-контрольная диаграмма?
P-контрольная диаграмма , или просто P-диаграмма , представляет собой график, который отражает изменение доли дефектных единиц и их контрольных пределов . Таким образом, контрольная карта P — это диаграмма, используемая для контроля доли дефектных единиц.
В управлении качеством нам часто приходится изучать, правильно ли в производственном процессе изготавливаются изделия или, наоборот, не возникает ли слишком много дефектов. Таким образом, контрольная карта П позволяет проанализировать динамику процента бракованных единиц и увидеть, когда производственный процесс находится под контролем, а когда нет.
Однако контрольная диаграмма P используется не только для управления производственным процессом, но также имеет и другие применения, например, для контроля доли пациентов или контроля вероятности успеха дихотомического эксперимента. Хотя в основном его используют для управления производственными процессами.
Одной из характеристик контрольной карты P является то, что размер различных анализируемых выборок не обязательно должен быть равным, поэтому для проведения статистического исследования можно брать выборки разного размера.
Короче говоря, контрольная карта P позволяет нам анализировать случаи, в которых есть два возможных исхода: «успех» (хорошо изготовленная единица) и «неудача» (дефектная единица). То есть контрольная диаграмма P полезна для случаев, которые следуют биномиальному распределению.
Как создать P-контрольную диаграмму
Чтобы создать контрольную диаграмму P, необходимо выполнить следующие шаги:
- Взять образцы : Прежде всего, вам нужно взять разные образцы, чтобы увидеть, как меняется пропорция на графике. Пробы могут быть разного размера, но рекомендуется брать минимум 20 проб.
- Рассчитайте долю p : для каждой выборки необходимо рассчитать долю особей с дефицитом.
- Вычислите среднее значение доли : Из всех изученных элементов нужно вычислить общую долю бракованных единиц.
- Рассчитайте контрольные пределы по P-диаграмме . Для каждого протестированного образца вам необходимо найти его контрольные пределы, используя формулы, приведенные ниже. Имейте в виду, что значения контрольных пределов будут различаться, если размер каждой выборки будет разным.
- Нанесите значения на график . Теперь вам необходимо нанести на график значения полученных пропорций выборки, а также рассчитанных контрольных пределов.
- Проанализируйте контрольную карту Р : наконец, остается только проверить, что ни одно значение пропорции не выходит за контрольные пределы и, следовательно, процесс находится под контролем. В противном случае необходимо принять меры по корректировке производственного процесса.



Золото

И

— соответственно верхний и нижний контрольные пределы образца i,

– среднее значение доли дефектов и

размер выборки i.
Пример контрольной карты P
Для завершения усвоения понятия мы увидим решенный пример создания контрольной карты П.
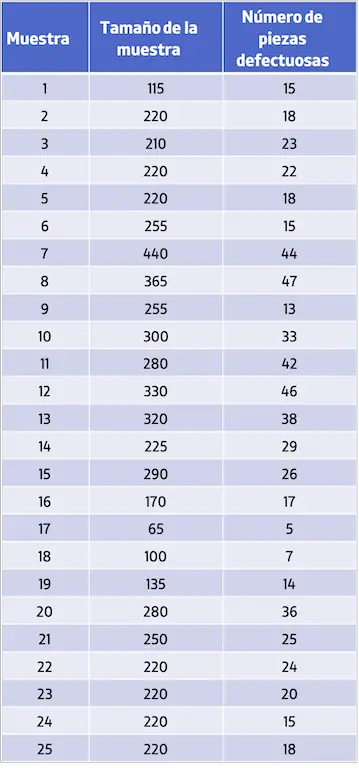
- Компания собрала 25 образцов продукции и в каждом образце зафиксировала размер образца и количество обнаруженных дефектных деталей. Вы можете увидеть собранные данные в следующей таблице:
Для составления контрольной карты П необходимо сначала рассчитать общую долю бракованных единиц. Для этого просто разделите общее количество брака на общее количество произведенных единиц:

Теперь посчитаем долю дефектов для каждого образца и контрольные пределы для каждого образца. В качестве примера приступим к расчету первой выборки:



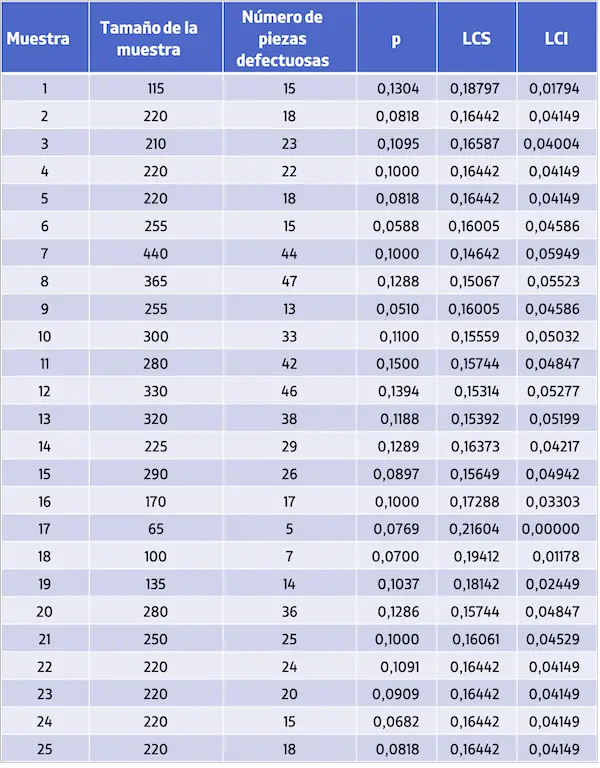
Таким образом, доля дефектов и пределы контроля для каждого образца следующие:
После того, как мы рассчитали все пределы контроля, представим значения пропорций дефектов и их контрольные пределы на графике, чтобы получить граф управления P:
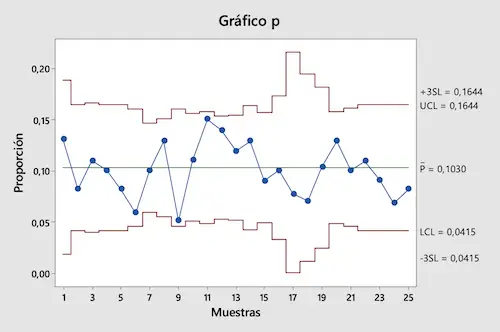
Как видно из графика, все значения пропорций находятся в пределах контроля. Таким образом, мы пришли к выводу, что изучаемый производственный процесс находится под контролем.
Другие типы контрольных карт
P-диаграмма — это тип диаграммы контроля атрибутов. Другие существующие диаграммы контроля атрибутов включают:
- Карта контроля NP . В отличие от карты P, контролируется не доля бракованной продукции, а количество бракованной продукции.
- Карта управления C : контролируется количество возникающих неисправностей.
- Контрольная карта U : Количество дефектов контролируется, как и в таблице C, но размер выборки варьируется.
Об авторе
бенджамин андерсон
Здравствуйте, я Бенджамин, профессор статистики на пенсии, ставший преданным преподавателем Statorials. Имея обширный опыт и знания в области статистики, я хочу поделиться своими знаниями, чтобы расширить возможности студентов с помощью Statorials. Узнать больше