Карта управления c
В этой статье объясняется, что такое контрольная карта C, каковы ее характеристики и для чего она используется. Кроме того, вы сможете увидеть, как шаг за шагом составляется контрольная карта C и решается упражнение.
Что такое контрольная диаграмма C?
Контрольная диаграмма C или просто диаграмма C — это диаграмма, которая отображает количество случаев возникновения явления на единицу измерения.
Например, контрольная карта C используется для проверки того, что количество дефектов продукции находится в пределах контрольных пределов.
Важно отметить, что контрольная диаграмма C отражает не количество дефектных продуктов, а количество дефектов, которые имеет каждый продукт. Чтобы контролировать количество бракованной продукции, мы могли бы использовать контрольную карту P или NP. Ниже мы рассмотрим различия между всеми типами контрольных карт.
Карта контроля C имеет множество применений, например, она позволяет контролировать количество поступающих жалоб в день, количество несчастных случаев на производстве в единицу времени, количество пользователей в месяц на веб-странице и т. д. .
Одной из характеристик контрольной карты C является то, что размер выборки должен быть постоянным, то есть все анализируемые образцы должны быть одинакового размера.
Следует отметить, что эталонной математической моделью контрольной карты С является распределение Пуассона. Вы можете увидеть, из чего состоит это распределение вероятностей, нажав здесь:
Как создать контрольную диаграмму C
Шаги по созданию контрольной диаграммы C следующие:
- Взятие проб : во-первых, необходимо взять разные пробы, чтобы увидеть эволюцию измеряемого явления. Пробы должны быть одинакового размера, кроме того, рекомендуется взять не менее 20 проб.
- Определите, сколько раз явление возникает на единицу измерения : для каждого образца количество раз повторяется изучаемое явление.
- Рассчитайте среднее значение случаев : на основе собранных данных необходимо рассчитать среднее количество случаев возникновения явления на единицу измерения.
- Рассчитать контрольные пределы для диаграммы C. Затем контрольные пределы для диаграммы C следует рассчитать по следующим формулам:
- Отображение значений на графике . Теперь собранные значения должны быть отображены на графике с рассчитанными контрольными пределами.
- Проанализируйте контрольную карту C : в конечном итоге остается только проверить, что ни одно значение на диаграмме не выходит за контрольные пределы и, следовательно, что процесс находится под контролем. В противном случае необходимо принять меры по исправлению процесса.



Золото

И

являются верхним и нижним контрольными пределами соответственно и

— среднее значение вхождений.
Пример контрольной карты C
Чтобы вы могли увидеть, как создается контрольная диаграмма C, вот пример, разработанный шаг за шагом.
- Промышленная компания хочет контролировать количество дефектов на продукт. Для этого возьмите 20 проб по 3 изделия в каждой и подсчитайте количество дефектов, наблюдаемых на одну пробу, собранные данные вы можете увидеть в таблице ниже. Проанализируйте производственный процесс, используя контрольную карту C.
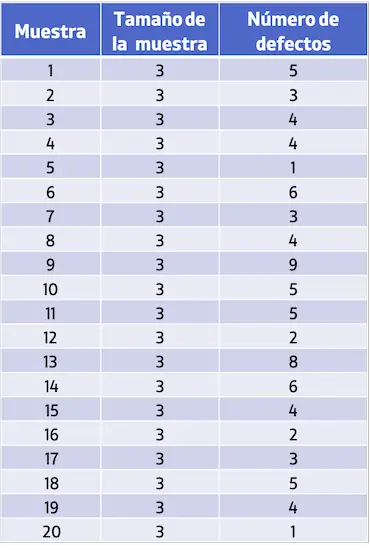
Для составления контрольной карты С необходимо рассчитать среднее значение количества дефектов на образец:

Теперь давайте рассчитаем пределы управления диаграммы C, применив формулы, которые мы видели выше:


Не имеет смысла устанавливать отрицательный предел контроля, поскольку детали с отрицательным количеством дефектов не могут быть изготовлены. Поэтому мы устанавливаем нижний предел управления равным 0.
Наконец, мы наносим все значения на график, чтобы получить контрольную диаграмму C:
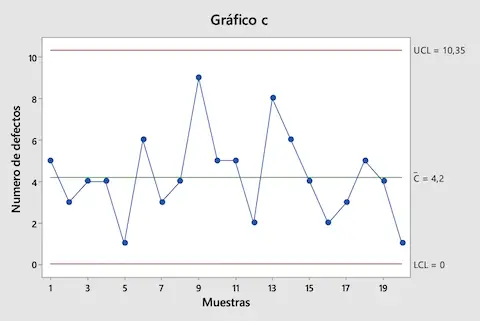
Как видно из графика С, все значения находятся между контрольными пределами, поэтому делаем вывод, что производственный процесс находится под контролем.
Другие типы контрольных карт
Контрольная карта C — это контрольная карта для атрибутов, однако имейте в виду, что существует несколько типов контрольных карт:
- Карта контроля P : контролируется доля бракованной продукции.
- Карта контроля НП : контролируется количество бракованной продукции.
- Контрольная карта U : Количество дефектов контролируется, как в таблице C, но размер выборки может варьироваться.
Об авторе
бенджамин андерсон
Здравствуйте, я Бенджамин, профессор статистики на пенсии, ставший преданным преподавателем Statorials. Имея обширный опыт и знания в области статистики, я хочу поделиться своими знаниями, чтобы расширить возможности студентов с помощью Statorials. Узнать больше