U контрольная карта
В этой статье мы объясним вам, что такое карта управления U, каковы ее характеристики и для чего она используется. Кроме того, вы сможете увидеть, как шаг за шагом составляется контрольная таблица U и решается упражнение.
Что такое карта управления U?
Контрольная диаграмма U , или просто U-диаграмма , представляет собой диаграмму, которая отображает количество раз, когда явление возникает на единицу измерения, когда она является переменной.
Например, контрольную карту U можно использовать для контроля количества дефектов на квадратный метр ткани. Образцы ткани часто не могут быть взяты с одинаковой площадью поверхности, поэтому каждый образец различен. Таким образом, U-диаграмма позволяет нам изучать процессы с разным размером выборки.
Важно отметить, что контрольная диаграмма U отражает не количество дефектных единиц, а количество дефектов, которые имеет каждая единица, как в диаграмме C. Напротив, контрольные карты P или NP контролируют долю и количество бракованной продукции. Ниже мы рассмотрим различия между всеми типами контрольных карт.
Имейте в виду, что эталонной математической моделью контрольной карты U является распределение Пуассона, поскольку мы изучаем количество появлений того или иного явления на единицу измерения.
Как создать контрольную диаграмму U
Теперь, когда мы знаем определение контрольной карты U, давайте посмотрим, как создается контрольная карта этого типа:
- Взятие проб : во-первых, необходимо взять разные пробы, чтобы увидеть эволюцию измеряемого явления. Пробы должны быть одинакового размера, кроме того, рекомендуется брать не менее 20 проб.
- Определите, сколько раз явление возникает на единицу измерения : для каждого образца количество раз повторяется изучаемое явление.
- Рассчитайте среднее значение случаев : на основе собранных данных необходимо рассчитать среднее количество случаев возникновения явления на единицу измерения.
- Вычисление контрольных пределов U-Card . Затем необходимо рассчитать контрольные пределы U-Card с использованием формул, приведенных ниже. Имейте в виду, что значение контрольных пределов варьируется в зависимости от размера выборки.
- Нанесение значений на карту . Собранные значения вместе с рассчитанными контрольными пределами теперь необходимо нанести на карту для создания контрольной диаграммы U.
- Проанализируйте контрольную карту U : в конечном итоге остается только проверить, что ни одно значение на карте не выходит за контрольные пределы и, следовательно, что процесс находится под контролем. В противном случае необходимо принять меры по исправлению процесса.



Золото

И

— соответственно верхний и нижний контрольные пределы образца i,

среднее значение вхождений и

размер выборки i.
Пример карты управления U
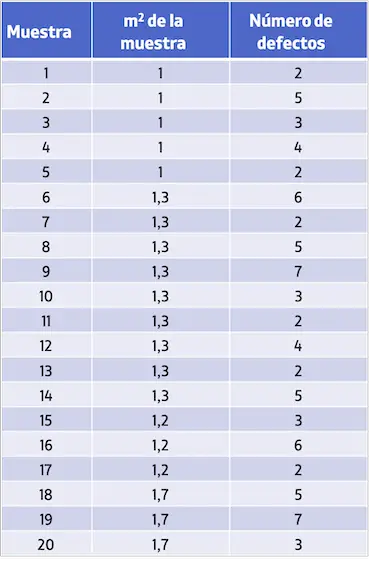
- Промышленная компания желает контролировать количество дефектов на м2 ткани. В следующей таблице представлены проанализированные образцы и количество обнаруженных дефектов. Создайте контрольную карту U для изучения количества дефектов.
Для того чтобы построить контрольную карту U, необходимо сначала рассчитать среднее значение количества дефектов на образец:

Теперь нам нужно рассчитать контрольные пределы для каждого образца. В качестве примера ниже рассчитаны контрольные пределы для первой пробы:


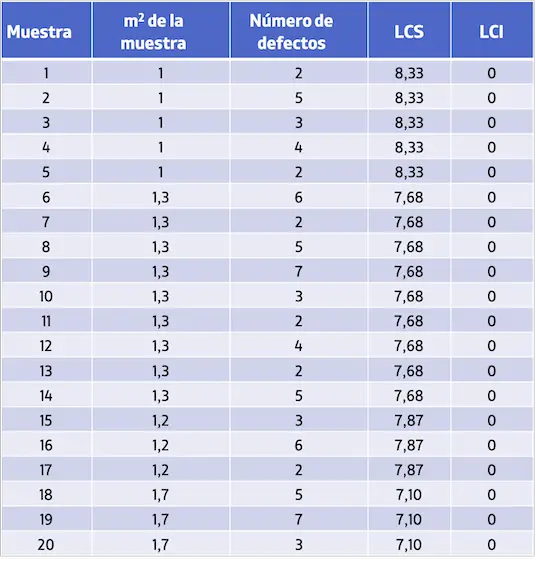
Все нижние контрольные пределы дают отрицательное число, что не имеет смысла. Поэтому мы установим нижний контрольный предел равным 0.
Таким образом, значения контрольных пределов для каждой пробы следующие:
Наконец, достаточно представить все значения на графике, чтобы получить контрольную диаграмму U:
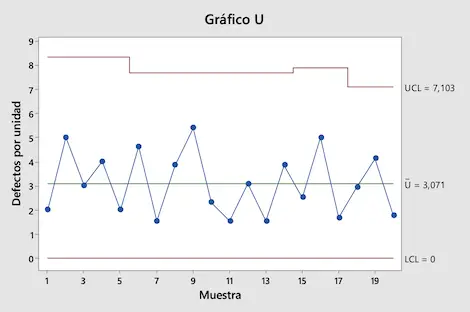
Как вы можете видеть на составленной нами U-диаграмме, все значения находятся между контрольными пределами. Таким образом, можно сделать вывод, что производственный процесс находится под контролем.
Другие типы контрольных карт
Помимо U-диаграммы, существуют и другие типы диаграмм контроля атрибутов:
- Карта контроля P : контролируется доля бракованной продукции.
- Карта контроля НП : контролируется количество бракованной продукции.
- Контрольная карта C : Количество дефектов контролируется, как и в таблице U, но размер выборки остается постоянным.
Об авторе
бенджамин андерсон
Здравствуйте, я Бенджамин, профессор статистики на пенсии, ставший преданным преподавателем Statorials. Имея обширный опыт и знания в области статистики, я хочу поделиться своими знаниями, чтобы расширить возможности студентов с помощью Statorials. Узнать больше