การ์ดควบคุมพี
ในบทความนี้ คุณจะได้เรียนรู้ว่าแผนภูมิควบคุม P คืออะไร และใช้เพื่ออะไร นอกจากนี้เรายังอธิบายวิธีสร้างแผนภูมิควบคุม P และนอกจากนี้ คุณจะเห็นแบบฝึกหัดที่ได้รับการแก้ไขทีละขั้นตอน
แผนภูมิควบคุม P คืออะไร?
แผนภูมิควบคุม P หรือ แผนภูมิ P คือกราฟที่แสดงถึงวิวัฒนาการของสัดส่วนของหน่วยที่ชำรุดและ ขีดจำกัดการควบคุม ดังนั้นแผนภูมิควบคุม P จึงเป็นแผนภูมิที่ใช้ในการควบคุมสัดส่วนหน่วยที่ชำรุด
ในการจัดการคุณภาพ เรามักจะต้องศึกษาว่าในกระบวนการผลิต หน่วยต่างๆ ได้รับการผลิตอย่างถูกต้องหรือไม่ หรือในทางกลับกัน มีข้อบกพร่องเกิดขึ้นมากเกินไปหรือไม่ ดังนั้น แผนภูมิควบคุม P ทำให้สามารถวิเคราะห์วิวัฒนาการของเปอร์เซ็นต์ของหน่วยที่ชำรุด และดูว่าเมื่อใดที่กระบวนการผลิตอยู่ภายใต้การควบคุม และเมื่อใดไม่อยู่ภายใต้การควบคุม
อย่างไรก็ตาม แผนภูมิควบคุม P ไม่เพียงแต่ใช้ในการควบคุมกระบวนการผลิตเท่านั้น แต่ยังมีการใช้งานอื่นๆ เช่น การควบคุมสัดส่วนของผู้ป่วย หรือการควบคุมอัตราความสำเร็จของการทดลองแบบแบ่งขั้ว แม้ว่าส่วนใหญ่จะใช้เพื่อควบคุมกระบวนการผลิตก็ตาม
คุณลักษณะประการหนึ่งของแผนภูมิควบคุม P คือขนาดของตัวอย่างต่างๆ ที่วิเคราะห์ไม่จำเป็นต้องเท่ากัน จึงสามารถนำตัวอย่างที่มีขนาดต่างกันมาดำเนินการศึกษาทางสถิติได้
กล่าวโดยย่อ แผนภูมิควบคุม P ช่วยให้เราสามารถวิเคราะห์กรณีที่มีสองผลลัพธ์ที่เป็นไปได้: “ความสำเร็จ” (หน่วยที่ผลิตอย่างดี) และ “ความล้มเหลว” (หน่วยที่มีข้อบกพร่อง) นั่นคือ แผนภูมิควบคุม P มีประโยชน์สำหรับกรณีที่เป็นไปตามการแจกแจงแบบทวินาม
วิธีสร้างแผนภูมิควบคุม P
ในการ สร้างแผนภูมิควบคุม P คุณต้องทำตามขั้นตอนต่อไปนี้:
- ใช้ตัวอย่าง : ก่อนอื่น คุณต้องใช้ตัวอย่างที่แตกต่างกันเพื่อดูว่าสัดส่วนในกราฟเปลี่ยนแปลงไปอย่างไร ตัวอย่างอาจมีขนาดแตกต่างกัน แต่ขอแนะนำให้ใช้ตัวอย่างอย่างน้อย 20 ตัวอย่าง
- คำนวณสัดส่วน p : สำหรับแต่ละตัวอย่าง คุณต้องคำนวณสัดส่วนของบุคคลที่บกพร่อง
- คำนวณค่าเฉลี่ยของสัดส่วน : จากองค์ประกอบทั้งหมดที่ศึกษา คุณจำเป็นต้องคำนวณสัดส่วนรวมของหน่วยที่ชำรุด
- คำนวณขีดจำกัดการควบคุมแผนภูมิ P : สำหรับแต่ละตัวอย่างที่ทดสอบ คุณจะต้องค้นหาขีดจำกัดการควบคุมโดยใช้สูตรที่ให้ไว้ด้านล่าง โปรดทราบว่าค่าขีดจำกัดการควบคุมจะแตกต่างกันไปหากขนาดของแต่ละตัวอย่างแตกต่างกัน
- พล็อตค่าบนกราฟ : ตอนนี้คุณต้องพล็อตค่าของสัดส่วนตัวอย่างที่ได้รับตลอดจนขีดจำกัดการควบคุมที่คำนวณได้บนกราฟ
- วิเคราะห์แผนภูมิควบคุม P : สุดท้าย สิ่งที่เหลืออยู่คือการตรวจสอบว่าไม่มีค่าของสัดส่วนใดเกินขีดจำกัดการควบคุม และกระบวนการจึงอยู่ภายใต้การควบคุม มิฉะนั้นจะต้องดำเนินมาตรการเพื่อแก้ไขกระบวนการผลิต



ทอง

และ

คือขีดจำกัดการควบคุมบนและล่างของตัวอย่าง i ตามลำดับ

คือค่าเฉลี่ยของสัดส่วนของชำรุดและ

คือขนาดตัวอย่าง i
ตัวอย่างแผนภูมิควบคุม P
เพื่อให้การดูดซึมแนวคิดเสร็จสิ้น เราจะเห็นตัวอย่างที่แก้ไขแล้วของการสร้างการ์ดควบคุม P
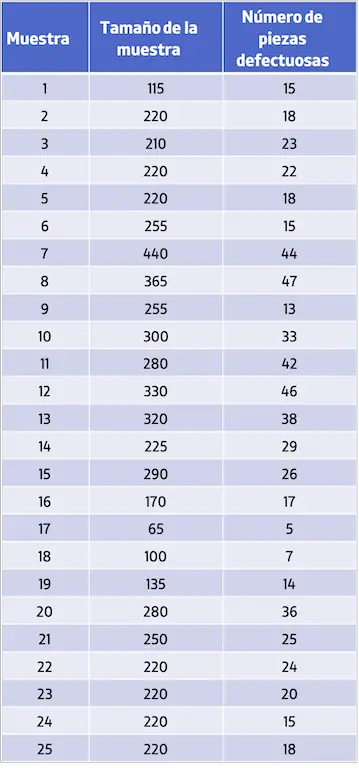
- บริษัทแห่งหนึ่งรวบรวมตัวอย่างผลิตภัณฑ์จำนวน 25 ตัวอย่าง และบันทึกในแต่ละตัวอย่างถึงขนาดของตัวอย่างและจำนวนชิ้นส่วนที่ชำรุดที่พบ คุณสามารถดูข้อมูลที่รวบรวมได้ในตารางต่อไปนี้:
ในการสร้างแผนภูมิควบคุม P จำเป็นต้องคำนวณสัดส่วนรวมของหน่วยที่ชำรุดก่อน ในการดำเนินการนี้ เพียงหารจำนวนข้อบกพร่องทั้งหมดด้วยจำนวนหน่วยทั้งหมดที่ผลิต:

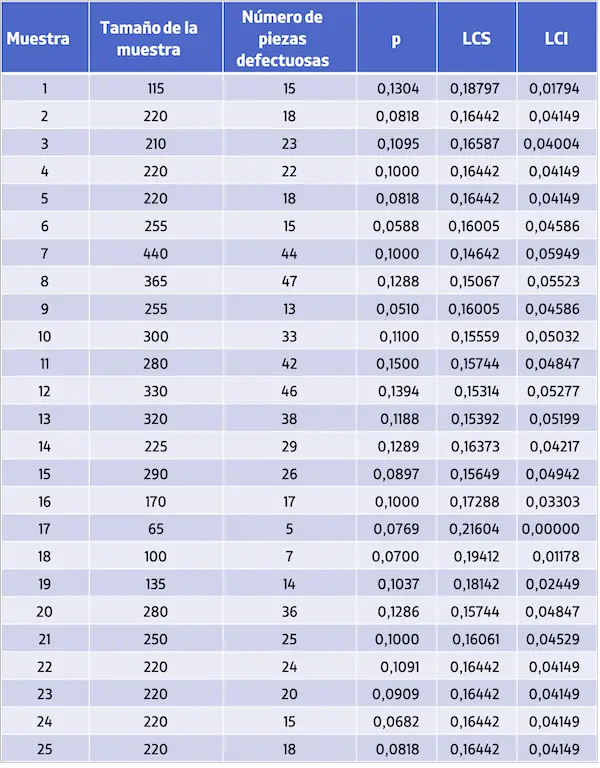
ตอนนี้ เรามาคำนวณสัดส่วนของข้อบกพร่องสำหรับแต่ละตัวอย่างและขีดจำกัดการควบคุมสำหรับแต่ละตัวอย่างกัน เป็นตัวอย่าง เราทำการคำนวณตัวอย่างแรก:



ดังนั้น สัดส่วนของข้อบกพร่องและขีดจำกัดการควบคุมสำหรับแต่ละตัวอย่างจึงเป็นดังนี้:
เมื่อเราคำนวณขีดจำกัดการควบคุมทั้งหมดแล้ว เราจะแสดงค่าของสัดส่วนข้อบกพร่องและขีดจำกัดการควบคุมบนกราฟเพื่อให้ได้กราฟควบคุม P:
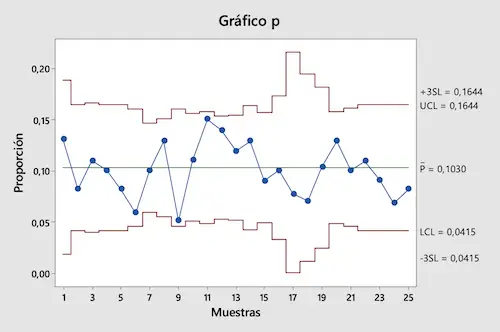
ดังที่คุณเห็นจากกราฟ ค่าสัดส่วนทั้งหมดอยู่ภายในขีดจำกัดการควบคุม เราจึงสรุปได้ว่ากระบวนการผลิตที่ศึกษาอยู่ภายใต้การควบคุม
แผนภูมิควบคุมประเภทอื่นๆ
แผนภูมิ P เป็นแผนภูมิควบคุมแอตทริบิวต์ประเภทหนึ่ง แผนภูมิควบคุมคุณลักษณะอื่นๆ ที่มีอยู่ ได้แก่:
- การ์ดควบคุม NP – ต่างจากการ์ด P ตรงที่สัดส่วนของผลิตภัณฑ์ที่มีข้อบกพร่องไม่ได้ถูกควบคุม แต่เป็นจำนวนของผลิตภัณฑ์ที่มีข้อบกพร่อง
- การ์ดควบคุม C : มีการตรวจสอบจำนวนข้อผิดพลาดที่เกิดขึ้น
- แผนภูมิควบคุม U : จำนวนข้อบกพร่องจะถูกควบคุมเช่นเดียวกับแผนภูมิ C แต่ขนาดตัวอย่างจะแปรผัน
เกี่ยวกับผู้แต่ง
ดร.เบนจามิน แอนเดอร์สัน
สวัสดี ฉันชื่อเบนจามิน ศาสตราจารย์สถิติเกษียณอายุแล้ว และผันตัวมาเป็นครูสอนสถิติโดยเฉพาะ ด้วยประสบการณ์และความเชี่ยวชาญที่กว้างขวางในสาขาสถิติ ฉันกระตือรือร้นที่จะแบ่งปันความรู้ของฉันเพื่อเสริมศักยภาพนักเรียนผ่าน Statorials. รู้เพิ่มเติม