Xr kontrol kartı
Bu yazıda XR kontrol grafiklerinin ne olduğunu ve istatistikte ne için kullanıldığını keşfedeceksiniz. Ayrıca XR kontrol grafiğinin nasıl oluşturulacağını da açıklıyoruz ve ayrıca adım adım çalışılmış bir örneği görebileceksiniz.
XR kontrol kartı nedir?
XR kontrol grafiği veya kısaca XR grafiği , bir özelliğin ortalama ve aralık değerindeki değişimi gösteren bir grafiktir. Temel olarak XR kontrol şeması, bir üretim sürecinin ortalamasını ve aralığını kontrol etmek için kullanılır.
Böylece kalite yönetiminde XR kontrol kartı, gelişimin analiz edilmesini ve bir parçanın boyutu veya fırının sıcaklığı gibi kritik bir kalite özelliğinin kontrol altında olduğunu doğrulamayı mümkün kılar.
Aslında XR kontrol grafiği iki farklı grafiğe bölünmüştür: X grafiği ve R grafiği. X grafiği süreç ortalamasını kontrol etmek için kullanılırken, R grafiği aralığı izlemek için kullanılır. Bu nedenle XR kontrol grafiğine ortalamalar ve aralıklar kontrol grafiği de denilmektedir.
XR kontrol grafiğinin bir tür değişken kontrol grafiği olduğunu unutmayın çünkü sürekli bir özelliğin kontrolüne izin verir.
XR kontrol grafiği nasıl oluşturulur?
XR kontrol grafiği oluşturmak için aşağıdaki adımları izlemelisiniz:
- Numune alma : Öncelikle kontrol etmek istediğiniz karakteristiğin farklı numune değerleri alınarak izlenmesi gerekmektedir. Numuneler aynı büyüklükte olmalı ve en az 20 numune alınması tavsiye edilir.
- Ortalamayı hesapla : Her numune için kaydedilen değerlerin ortalaması hesaplanmalıdır.
- Ortalamaların ortalamasını hesaplayın : Her numunenin ortalaması belirlendikten sonra tüm ortalamaların ortalama değerinin hesaplanması gerekir. Bu, X kartının merkezi değeri olacaktır.
- Aralığı hesaplayın : Her örnek için, maksimum değerden minimum değerin çıkarılmasıyla istatistiksel aralığı bulmanız gerekir.
- Aralıkların ortalamasını hesaplayın : Her örneğin aralığını bulduktan sonra tüm aralıkların ortalamasını hesaplamanız gerekir. Bu, R grafiğinin merkezi değeri olacaktır.
- XR Tablosu Kontrol Limitlerini Hesaplayın – Önceki adımlarda hesaplanan değerlerden X ve R Tablosu Kontrol Limitleri aşağıdaki formüller kullanılarak hesaplanmalıdır:
- Değerleri grafik üzerinde çizin : XR grafiğini elde etmek için artık tek yapmanız gereken ortalamaya ilişkin değerleri bir grafikte, aralıkla ilgili değerleri ise başka bir grafikte çizmektir.
- XR kontrol grafiğini analiz edin : Son olarak XR grafiğinde hiçbir değerin kontrol limitlerinin dışına çıkmadığını ve dolayısıyla sürecin kontrol altında olduğunu doğrulamak gerekir. Aksi takdirde üretim sürecini düzeltecek önlemlerin alınması gerekir.




X kontrol kartı:
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-fea27f2cb07784e5d8f7e128a010a02c_l3.png "Rendered by QuickLaTeX.com")
R kontrol kartı:
![\begin{array}{c}LCS=D_4\cdot \overline{R}\\[3ex]LCI=D_3\cdot\overline{R}\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5d3cf71032f18cd8710d9a2165d8daac_l3.png "Rendered by QuickLaTeX.com")
A 2 , D 3 ve D 4 parametrelerinin değerleri aşağıdaki tabloda bulunmaktadır.
| Boyut (n) | 2’de | 3. Gün | J4 |
|---|---|---|---|
| 2 | 1.880 | 0,000 | 3.267 |
| 3 | 1.023 | 0,000 | 2.575 |
| 4 | 0,729 | 0,000 | 2.282 |
| 5 | 0,577 | 0,000 | 2.115 |
| 6 | 0,483 | 0,000 | 2004 |
| 7 | 0,419 | 0,076 | 1.924 |
| 8 | 0,373 | 0,136 | 1.864 |
| 9 | 0,337 | 0,184 | 1.816 |
| on | 0,308 | 0,223 | 1.777 |
XR kontrol kartı örneği
Bir sanayi şirketi, üretim sürecinin kontrol altında olup olmadığını görmek için bir silindirin çapının ölçümünü kontrol etmek istiyor. Bunun için her 15 dakikada bir 5 silindirden numune alınarak çapı ölçülür. Aşağıdaki tabloda ölçüm geçmişi gösterilmektedir. Kalite parametresini analiz etmek için bir XR kontrol şeması yapın.
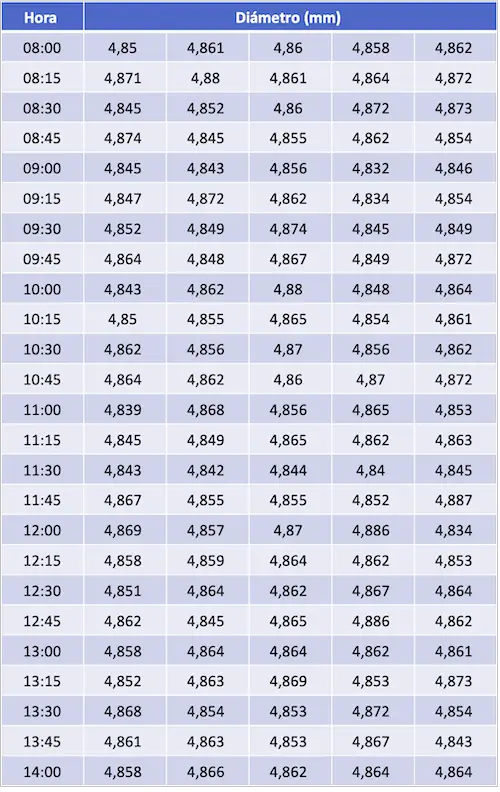
İlk olarak, her ölçüm kümesinin aritmetik ortalamasını ve aralığını almamız gerekir:
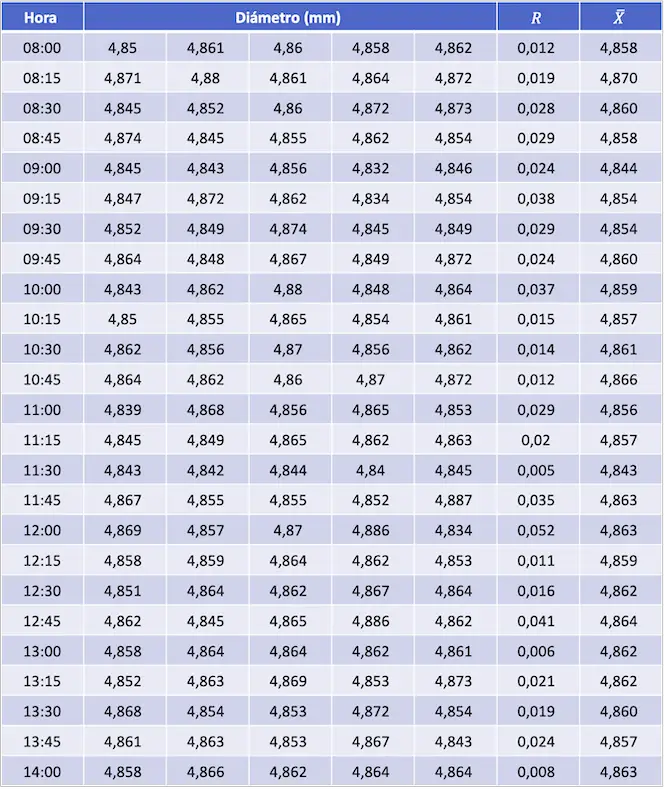
Şimdi sırasıyla ortalama ve aralık için kontrol grafiğinin merkez değerleri olacak ortalamaları ve aralıkları kastediyoruz:


Bu durumda her numune 5 ölçümden oluşur yani kontrol limit formüllerinin katsayıları aşağıdaki gibidir (katsayı değerlerini yukarıdaki tabloda görebilirsiniz):



Şimdi X ve R kontrol grafiğinin üst ve alt kontrol limitlerini hesaplayalım:
Kontrol Grafiği Kontrol Limitleri
![\begin{array}{c}LCS=\overline{\overline{X}}+A_2\cdot \overline{R}=4,8589+0,577\cdot 0,0227=4,8720\\[3ex]LCI=\overline{\overline{X}}-A_2\cdot \overline{R}=4,8589-0,577\cdot 0,0227=4,8458\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-c36f6b368a9a737de0ad139fd3a3953c_l3.png "Rendered by QuickLaTeX.com")
kontrol limitleri R kontrol kartı
![\begin{array}{c}LCS=D_4\cdot \overline{R}=2,115\cdot 0,0227=0,0481\\[3ex]LCI=D_3\cdot\overline{R}=0\cdot 0,0227=0\end{array}](https://statorials.org/wp-content/ql-cache/quicklatex.com-4f60f6739025a68d8e145d789bf3edea_l3.png "Rendered by QuickLaTeX.com")
Bu nedenle alıştırmanın XR kontrol kartı aşağıdaki gibidir:
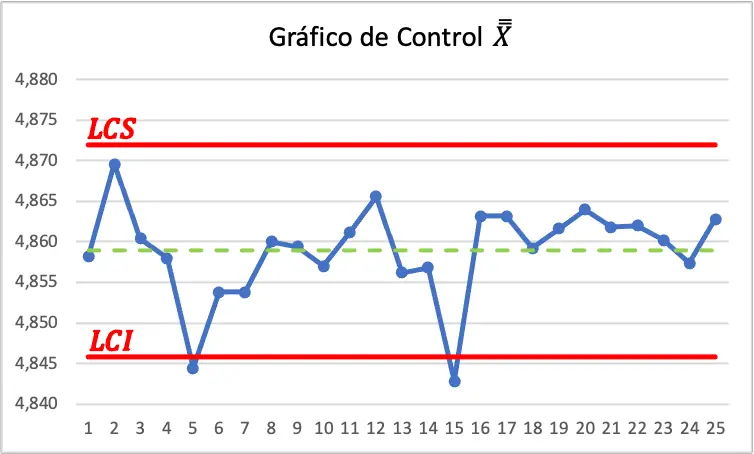
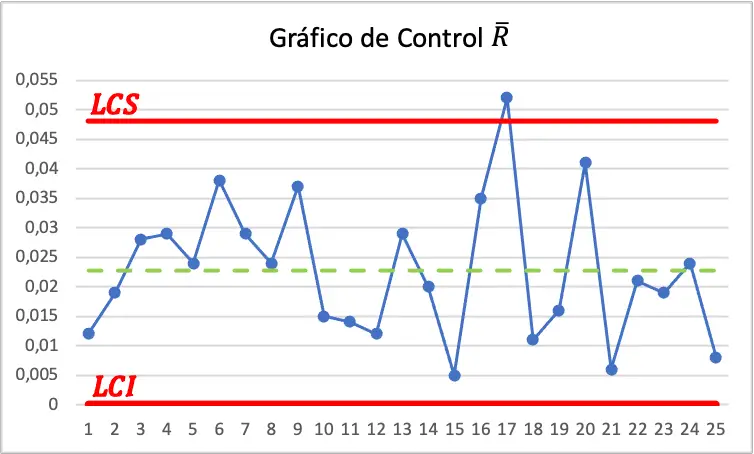
Kontrol grafiğinde Bu nedenle süreç kontrol edilmez ve ortalama ve aralıktaki değişkenliği azaltacak adımların atılması gerekir.
yazar hakkında
Dr.benjamin anderson
Merhaba, ben Benjamin, emekli bir istatistik profesörü ve Statorials öğretmenine dönüştüm. İstatistik alanındaki kapsamlı deneyimim ve uzmanlığımla, öğrencilerimi Statorials aracılığıyla güçlendirmek için bilgilerimi paylaşmaya can atıyorum. Daha fazlasını bil