Контрольна карта нп
У цій статті ми покажемо вам, що таке контрольна діаграма NP і для чого вона використовується. Крім того, ви зможете побачити розв’язану вправу, у якій ми пояснюємо, як скласти контрольну схему NP.
Що таке контрольна діаграма NP?
Контрольна діаграма NP або просто діаграма NP — це графік, що відображає кількість дефектних одиниць із кількох вибірок постійного розміру.
Контрольна діаграма NP використовується для контролю того, щоб кількість дефектних одиниць у процесі не перевищувала контрольних меж.
Наприклад, контрольну діаграму NP можна використовувати для аналізу еволюції дефектних продуктів, вироблених у процесі виробництва. Таким чином ми можемо знати, що у виробничому процесі є проблема, коли кількість бракованої продукції перевищує контрольні межі.
Важливо зазначити, що на відміну від контрольної діаграми P, контрольна діаграма NP відстежує не частку дефектних одиниць, а радше кількість дефектних одиниць. Крім того, розмір усіх зразків має бути однаковим.
Як скласти контрольну карту НП
Щоб створити контрольну діаграму NP, виконайте наведені нижче дії.
- Візьміть зразки : перш за все, вам потрібно взяти різні зразки, щоб побачити зміну кількості дефектних одиниць на графіку. Зразки повинні бути однакового розміру. Крім того, рекомендується відібрати принаймні 20 зразків, а розмір зразка – більше 50.
- Підрахуйте кількість дефектних одиниць : для кожного зразка необхідно визначити кількість одиниць з принаймні одним дефектом.
- Обчисліть середнє значення частки : З усіх вивчених елементів потрібно обчислити загальну частку бракованих одиниць.
- Обчисліть контрольні межі з картки NP : Для кожного перевіреного зразка ви повинні знайти його контрольні межі за допомогою таких формул:
- Нанесіть значення на графік : тепер вам потрібно нанести на графік значення кількості отриманих дефектів разом із контрольними межами, розрахованими на попередньому кроці.
- Проаналізуйте контрольну діаграму NP : нарешті, все, що залишається, це перевірити, чи жодне значення не виходить за контрольні межі діаграми, і що, отже, процес знаходиться під контролем. В іншому випадку необхідно вжити заходів щодо корекції виробничого процесу.



золото

І

верхня та нижня контрольні межі відповідно,

– середнє значення частки дефектів і

це розмір вибірки.
Приклад контрольної карти НП
Далі ми побачимо, як створити контрольну діаграму NP, використовуючи покроковий приклад.
- Промислова компанія зібрала зразки зі 100 одиниць і проаналізувала кількість дефектних деталей у кожному зразку, ви можете побачити зареєстровані значення в наступній таблиці. Створіть контрольну карту НП з отриманими даними.
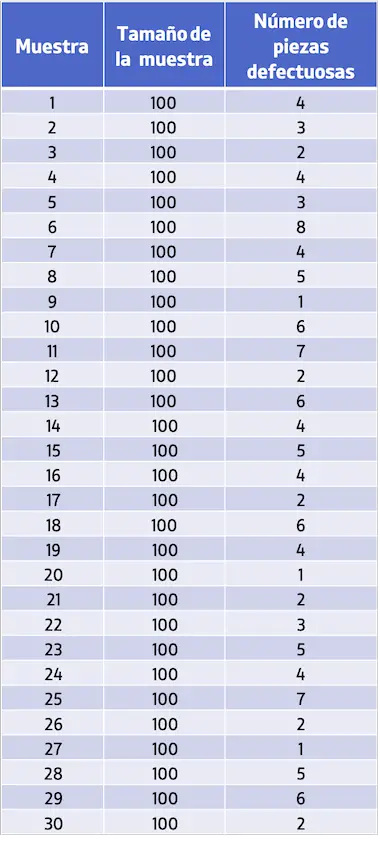
Як ви бачите, усі перевірені зразки мають однаковий розмір і, крім того, розмір вибірки перевищує 50 одиниць, тому характеристики, необхідні для створення контрольної діаграми NP, виконані.
Отже, перше, що нам потрібно обчислити, щоб скласти діаграму NP, це середня кількість дефектних одиниць. Для цього просто застосуйте таку формулу:

Тепер ми обчислюємо обмеження контролю картки NP за формулами, які ми бачили вище:
![\begin{aligned}\displaystyle LCS&=n\overline{p}+3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039+3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=9,76\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-e91743b6ff50f0d6ce5417cc022527b1_l3.png "Rendered by QuickLaTeX.com")
![\begin{aligned}\displaystyle LCI&=n\overline{p}-3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039-3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=-1,9\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5767e79ae33eabeebe23eb0aefab6244_l3.png "Rendered by QuickLaTeX.com")
Нижня контрольна межа стала негативною, що не має сенсу, оскільки дефектні негативні одиниці не можуть бути виготовлені. Тому ми встановили нижню контрольну межу на 0.
Після того, як ми розрахували контрольні межі, ми наносимо всі значення на контрольну діаграму NP:
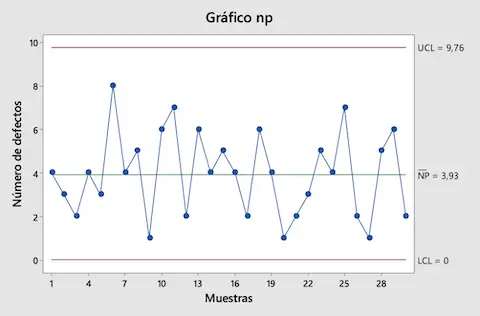
Як видно з графіка NP, усі значення, зібрані із зразків, знаходяться між контрольними межами, тому можна зробити висновок, що виробничий процес знаходиться під контролем.
Інші види контрольних карт
Крім контрольної карти NP, в управлінні якістю існують інші види контрольних карт атрибутів:
- P контрольна карта : Частка бракованої продукції контролюється.
- Контрольна карта C : Відстежується кількість несправностей, що виникають.
- Контрольна діаграма U : кількість дефектів контролюється, як у діаграмі C, але розмір вибірки є змінним.
Про автора
Редакція
Привіт, я Бенджамін, професор статистики на пенсії, який став викладачем статистики. Маючи великий досвід і знання в галузі статистики, я готовий поділитися своїми знаннями, щоб розширити можливості студентів через Statorials. Дізнайтеся більше