П контрольна картка
У цій статті ви дізнаєтеся, що таке контрольні діаграми P і для чого вони використовуються. Ми також пояснюємо, як побудувати контрольну таблицю P, і, крім того, ви зможете побачити вправу, розв’язану крок за кроком.
Що таке контрольна діаграма P?
Контрольна діаграма P , або просто P-діаграма , — це графік, який представляє еволюцію частки дефектних одиниць та їхні контрольні межі . Таким чином, контрольна діаграма P — це діаграма, яка використовується для контролю частки дефектних одиниць.
В управлінні якістю нам часто доводиться досліджувати, чи правильно виготовляються одиниці у процесі виробництва, чи, навпаки, чи виникає забагато дефектів. Таким чином, контрольна діаграма P дає змогу проаналізувати зміну відсотка бракованих одиниць і побачити, коли виробничий процес знаходиться під контролем, а коли ні.
Проте контрольна діаграма P використовується не лише для керування виробничим процесом, але також має інші застосування, такі як контроль частки пацієнтів або контроль рівня успіху дихотомічного експерименту. Хоча в основному використовується для управління виробничими процесами.
Однією з характеристик контрольної діаграми P є те, що розмір різних аналізованих зразків не обов’язково повинен бути однаковим, тому для проведення статистичного дослідження можна взяти зразки різних розмірів.
Коротше кажучи, контрольна діаграма P дозволяє аналізувати випадки, в яких є два можливі результати: «успіх» (добре виготовлена одиниця) і «провал» (дефектна одиниця). Тобто контрольна діаграма P корисна для випадків, які слідують біноміальному розподілу.
Як створити контрольну діаграму P
Щоб створити контрольну діаграму P, ви повинні виконати такі дії:
- Візьміть зразки : перш за все, вам потрібно взяти різні зразки, щоб побачити, як змінюється пропорція на графіку. Зразки можуть бути різного розміру, але рекомендується брати не менше 20 проб.
- Обчисліть частку p : Для кожного зразка необхідно обчислити частку неповноцінних особин.
- Обчисліть середнє значення частки : З усіх вивчених елементів потрібно обчислити загальну частку бракованих одиниць.
- Обчисліть контрольні межі P-діаграми : для кожного перевіреного зразка вам потрібно знайти його контрольні межі за допомогою наведених нижче формул. Майте на увазі, що значення контрольних меж змінюватимуться, якщо розмір кожного зразка відрізняється.
- Нанесіть значення на графік : тепер вам потрібно нанести на графік значення отриманих пропорцій зразка, а також розраховані контрольні межі.
- Проаналізуйте контрольну діаграму P : нарешті, все, що залишається, це перевірити, чи жодне значення пропорцій не перевищує контрольні межі, і що, таким чином, процес знаходиться під контролем. В іншому випадку необхідно вжити заходів щодо корекції виробничого процесу.



золото

І

відповідно верхня та нижня контрольні межі зразка i,

– середнє значення частки дефектів і

це розмір вибірки i.
Приклад контрольної карти P
Для завершення засвоєння поняття розглянемо розв’язаний приклад створення контрольної карти П.
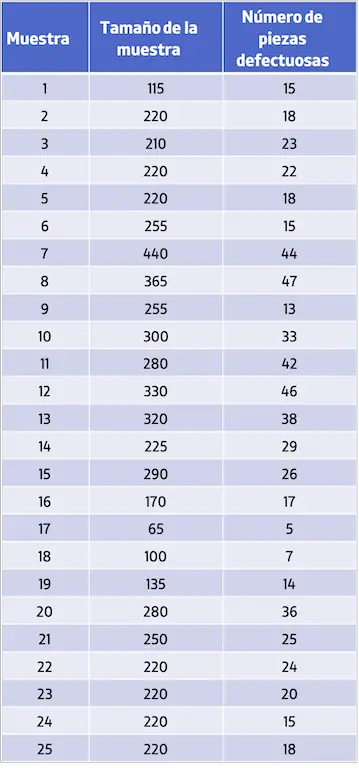
- Компанія зібрала 25 зразків продукції та зафіксувала в кожному зразку розмір зразка та кількість знайдених дефектних частин. Ви можете переглянути зібрані дані в наступній таблиці:
Для того, щоб скласти контрольну діаграму P, спочатку необхідно розрахувати загальну частку бракованих одиниць. Для цього просто розділіть загальну кількість дефектів на загальну кількість вироблених одиниць:

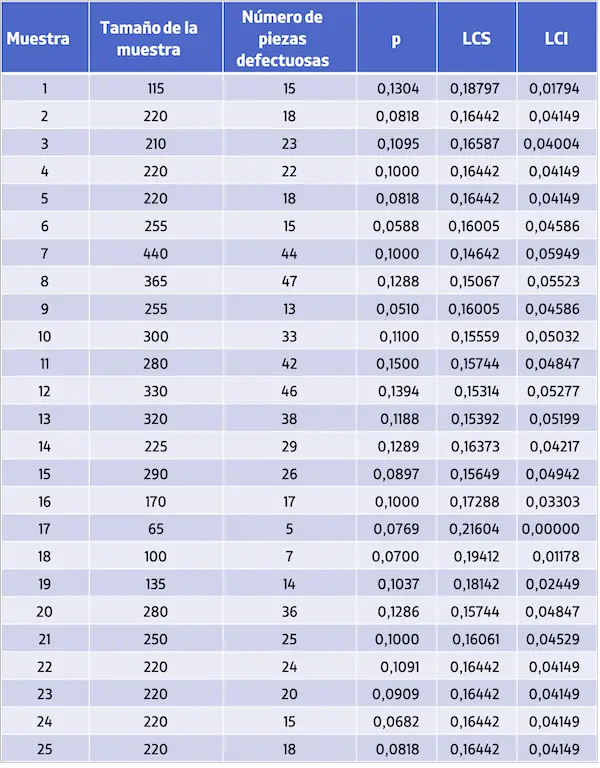
Тепер розрахуємо частку дефектів для кожного зразка та контрольні межі для кожного зразка. Для прикладу переходимо до розрахунку першої вибірки:



Таким чином, частка дефектів і контрольні межі для кожного зразка такі:
Після того, як ми розрахували всі контрольні межі, ми представляємо значення пропорцій дефектів та їх контрольні межі на графіку, щоб отримати контрольний графік P:
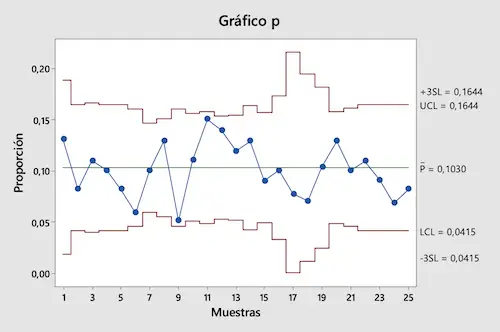
Як видно з графіка, всі значення пропорцій знаходяться в межах контролю. Тому ми робимо висновок, що досліджуваний виробничий процес знаходиться під контролем.
Інші типи контрольних діаграм
P-діаграма є різновидом контрольної діаграми атрибутів. Інші існуючі контрольні діаграми атрибутів включають:
- Контрольна картка NP – на відміну від картки P, контролюється не частка бракованих продуктів, а кількість бракованих продуктів.
- Контрольна карта C : Відстежується кількість несправностей, що виникають.
- Контрольна діаграма U : кількість дефектів контролюється, як у діаграмі C, але розмір вибірки є змінним.
Про автора
Редакція
Привіт, я Бенджамін, професор статистики на пенсії, який став викладачем статистики. Маючи великий досвід і знання в галузі статистики, я готовий поділитися своїми знаннями, щоб розширити можливості студентів через Statorials. Дізнайтеся більше