
Carte de contrôle C
Cet article explique ce qu’est une carte de contrôle C, quelles sont ses caractéristiques et à quoi elle sert. De plus, vous pourrez voir comment une carte de contrôle C est réalisée et un exercice résolu étape par étape.
Qu’est-ce qu’une carte de contrôle C ?
Une carte de contrôle C , ou simplement une carte C , est une carte qui représente le nombre de fois qu’un phénomène se produit par unité de mesure.
Par exemple, la carte de contrôle C est utilisée pour vérifier que le nombre de défauts du produit se situe dans les limites de contrôle.
Il est important de noter que la carte de contrôle C ne représente pas le nombre de produits défectueux, mais le nombre de défauts que présente chaque produit. Pour contrôler le nombre de produits défectueux, nous pourrions utiliser une carte de contrôle P ou NP. Ci-dessous, nous examinerons les différences entre tous les types de cartes de contrôle.
La carte de contrôle C a de nombreuses utilisations, par exemple, elle permet de contrôler le nombre de réclamations reçues par jour, le nombre d’accidents du travail par unité de temps, le nombre d’utilisateurs par mois sur une page web, etc.
Une des caractéristiques de la carte de contrôle C est que la taille de l’échantillon doit être constante, c’est-à-dire que tous les échantillons analysés doivent être de même taille.
Il est à noter que le modèle mathématique de référence de la carte de contrôle C est la distribution de Poisson. Vous pouvez voir en quoi consiste cette distribution de probabilité en cliquant ici :
Comment créer une carte de contrôle C
Les étapes pour réaliser une carte de contrôle C sont les suivantes :
- Prélèvement d’échantillons : dans un premier temps, différents échantillons doivent être prélevés pour voir l’évolution du phénomène à mesurer. Les échantillons doivent être de même taille et, de plus, il est recommandé de prélever un minimum de 20 échantillons.
- Déterminer le nombre de fois que le phénomène se produit par unité de mesure : pour chaque échantillon, le nombre de fois que le phénomène à étudier se répète.
- Calculer la valeur moyenne des occurrences : à partir des données collectées, il faut calculer la moyenne des fois où le phénomène se produit par unité de mesure.
- Calculer les limites de contrôle de la carte C – Les limites de contrôle de la carte C doivent ensuite être calculées à l’aide des formules suivantes :
- Tracer les valeurs sur un graphique – Les valeurs collectées doivent maintenant être tracées avec les limites de contrôle calculées sur un graphique.
- Analyser la carte de contrôle C : il ne reste finalement plus qu’à vérifier qu’aucune valeur de la carte ne sort des limites de contrôle et donc que le procédé est sous contrôle. Sinon, des mesures doivent être prises pour corriger le processus.



Où
 et
et sont respectivement les limites de contrôle supérieure et inférieure et
sont respectivement les limites de contrôle supérieure et inférieure et est la valeur moyenne des occurrences.
est la valeur moyenne des occurrences.
Exemple de carte de contrôle C
Afin que vous puissiez voir comment est réalisée une carte de contrôle C, voici un exemple élaboré étape par étape.
- Une entreprise industrielle souhaite contrôler le nombre de défauts par produit. Pour ce faire, prélevez 20 échantillons de 3 produits chacun et comptez le nombre de défauts observés par échantillon, vous pouvez voir les données collectées dans le tableau ci-dessous. Analyser le processus de production à l’aide d’une carte de contrôle C.
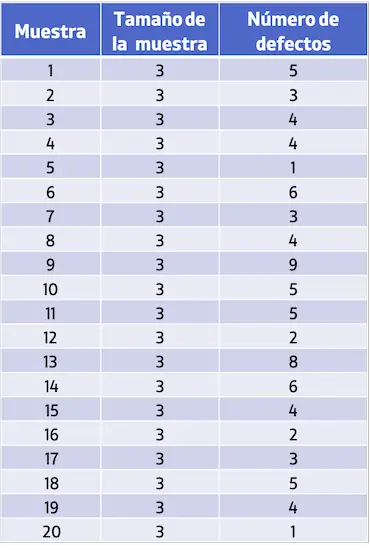
Afin de réaliser la carte de contrôle C, il faut calculer la valeur moyenne du nombre de défauts par échantillon :

Calculons maintenant les limites de contrôle du diagramme C en appliquant les formules que nous avons vues ci-dessus :


Il n’est pas logique qu’une limite de contrôle soit négative, car les pièces présentant un nombre de défauts négatif ne peuvent pas être fabriquées. Par conséquent, nous fixons la limite inférieure de contrôle à 0.
Enfin, on trace toutes les valeurs sur un graphique pour obtenir la carte de contrôle C :
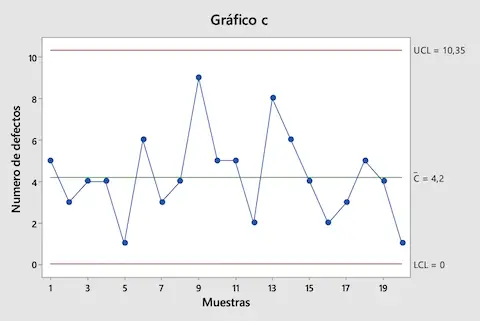
Comme vous pouvez le voir sur le graphique C, toutes les valeurs se situent entre les limites de contrôle, nous concluons donc que le processus de production est sous contrôle.
Autres types de cartes de contrôle
La carte de contrôle C est une carte de contrôle pour les attributs, cependant, sachez qu’il existe plusieurs types de cartes de contrôle :
- Carte de contrôle P : la proportion de produits défectueux est contrôlée.
- Carte de contrôle NP : le nombre de produits défectueux est contrôlé.
- Carte de contrôle U : Le nombre de défauts est contrôlé comme dans la carte C, mais la taille de l’échantillon peut varier.
à propos de l'auteur
Pr Amélia Rodriguez
En mettant l'accent sur l'apprentissage interactif et les applications pratiques, la professeure Amélia Rodriguez propose des tutoriels complets et des exemples concrets pour rendre les concepts de probabilité accessibles et pertinents pour la vie de ses étudiants. Lire plus