
Carte de contrôle P
Dans cet article, vous découvrirez ce que sont les cartes de contrôle P et à quoi elles servent. Nous vous expliquons également comment construire une carte de contrôle P et, en plus, vous pourrez voir un exercice résolu étape par étape.
Qu’est-ce qu’une carte de contrôle P ?
Une carte de contrôle P , ou simplement carte P , est un graphique qui représente l’évolution de la proportion d’unités défectueuses et de leurs limites de contrôle . Par conséquent, une carte de contrôle P est une carte utilisée pour contrôler la proportion d’unités défectueuses.
Dans la gestion de la qualité, nous devons souvent étudier si dans un processus de production les unités sont fabriquées correctement ou, au contraire, si trop de défauts se produisent. Ainsi, la carte de contrôle P permet d’analyser l’évolution du pourcentage d’unités défectueuses et de voir quand le processus de production est sous contrôle et quand il ne l’est pas.
Cependant, la carte de contrôle P n’est pas seulement utilisée pour contrôler un processus de production, mais a également d’autres applications telles que le contrôle de la proportion de patients ou le contrôle du taux de réussite d’une expérience dichotomique. Bien qu’il soit principalement utilisé pour contrôler les processus de production.
L’une des caractéristiques de la carte de contrôle P est que la taille des différents échantillons analysés ne doit pas nécessairement être égale, afin que des échantillons de tailles différentes puissent être prélevés pour réaliser l’étude statistique.
En bref, la carte de contrôle P permet d’analyser des cas dans lesquels il y a deux issues possibles : le « succès » (unité bien produite) et l’« échec » (unité défectueuse). Autrement dit, la carte de contrôle P est utile pour les cas qui suivent une distribution binomiale.
Comment créer une carte de contrôle P
Pour réaliser une carte de contrôle P vous devez suivre les étapes suivantes :
- Prélever des échantillons : Tout d’abord, il faut prélever différents échantillons pour voir l’évolution de la proportion dans le graphique. Les échantillons peuvent être de tailles différentes, mais il est recommandé de prélever un minimum de 20 échantillons.
- Calculer la proportion p : Pour chaque échantillon, vous devez calculer la proportion d’individus déficients.
- Calculez la valeur moyenne de la proportion : à partir de tous les éléments étudiés, vous devez calculer la proportion totale d’unités défectueuses.
- Calculer les limites de contrôle de la carte P : Pour chaque échantillon testé, vous devez trouver ses limites de contrôle à l’aide des formules indiquées ci-dessous. Gardez à l’esprit que la valeur des limites de contrôle variera si la taille de chaque échantillon est différente.
- Représenter les valeurs sur le graphique : Vous devez maintenant représenter les valeurs des proportions d’échantillon obtenues ainsi que les limites de contrôle calculées sur le graphique.
- Analyser la carte de contrôle P : enfin, il ne reste plus qu’à vérifier qu’aucune valeur des proportions ne sort des limites de contrôle et que donc le procédé est sous contrôle. Dans le cas contraire, des mesures doivent être prises pour corriger le processus de production.



Où
 et
et sont respectivement les limites supérieure et inférieure de contrôle de l’échantillon i,
sont respectivement les limites supérieure et inférieure de contrôle de l’échantillon i, est la valeur moyenne de la proportion de défauts et
est la valeur moyenne de la proportion de défauts et est la taille de l’échantillon i.
est la taille de l’échantillon i.
Exemple de carte de contrôle P
Pour finir d’assimiler le concept, nous allons voir un exemple résolu de réalisation d’une carte de contrôle P.
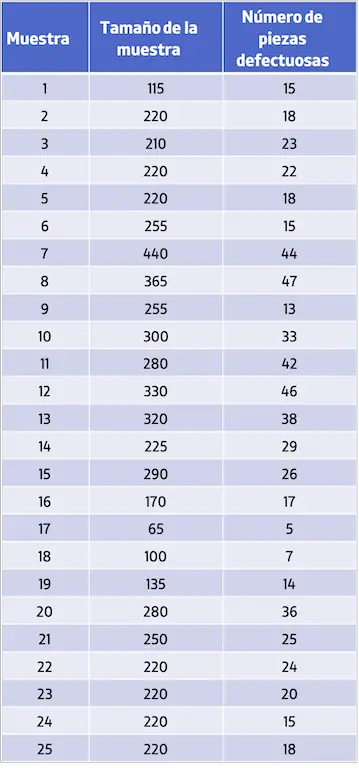
- Une entreprise a collecté 25 échantillons de produits et a noté dans chacun d’eux la taille de l’échantillon et le nombre de pièces défectueuses trouvées. Vous pouvez voir les données collectées dans le tableau suivant :
Afin de réaliser la carte de contrôle P, il faut d’abord calculer la proportion totale d’unités défectueuses. Pour cela, il suffit de diviser le nombre total de défauts par le nombre total d’unités produites :

Passons maintenant au calcul de la proportion de défauts pour chaque échantillon et des limites de contrôle pour chaque échantillon. A titre d’exemple, nous procédons au calcul du premier échantillon :



Ainsi, la proportion de défauts et les limites de contrôle pour chaque échantillon sont les suivantes :
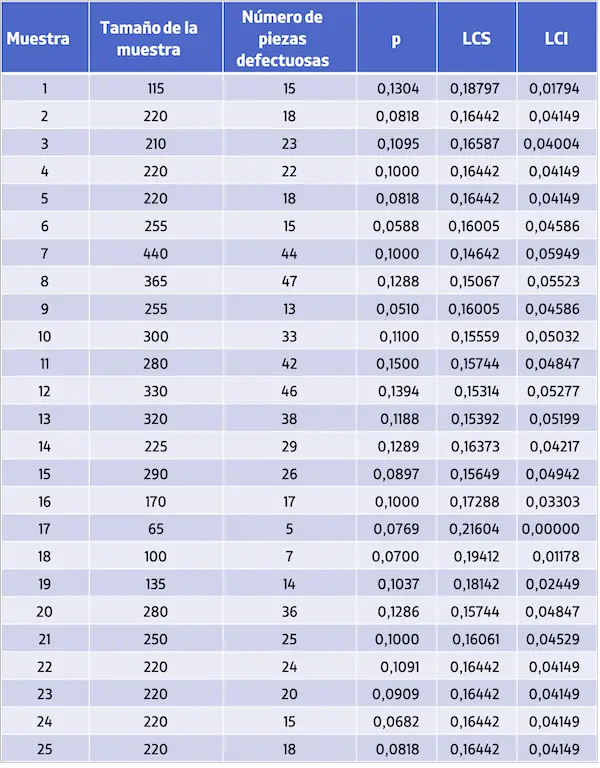
Une fois que l’on a calculé toutes les limites de contrôle, on représente les valeurs des proportions de défauts et leurs limites de contrôle sur un graphique pour obtenir le graphique de contrôle P :
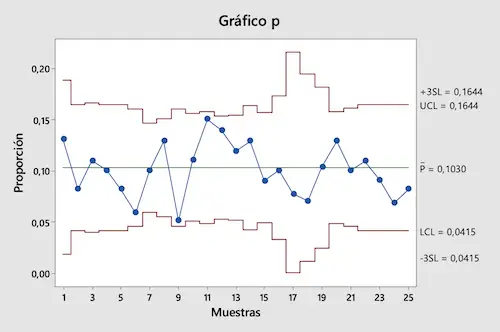
Comme vous pouvez le voir sur le graphique, toutes les valeurs de proportion se situent dans les limites de contrôle. Nous concluons donc que le processus de production étudié est sous contrôle.
Autres types de cartes de contrôle
La carte P est un type de carte de contrôle des attributs. Les autres cartes de contrôle des attributs existantes sont les suivantes :
- Carte de contrôle NP – Contrairement à la carte P, la proportion de produits défectueux n’est pas contrôlée, mais plutôt le nombre de produits défectueux.
- Carte de contrôle C : Le nombre de défauts qui surviennent est contrôlé.
- Carte de contrôle U : Le nombre de défauts est contrôlé comme dans la carte C, mais la taille de l’échantillon est variable.
à propos de l'auteur
Pr Amélia Rodriguez
En mettant l'accent sur l'apprentissage interactif et les applications pratiques, la professeure Amélia Rodriguez propose des tutoriels complets et des exemples concrets pour rendre les concepts de probabilité accessibles et pertinents pour la vie de ses étudiants. Lire plus