
Carte de contrôle NP
Dans cet article, nous vous montrons ce qu’est une carte de contrôle NP et à quoi elle sert. De plus, vous pourrez voir un exercice résolu dans lequel nous expliquons comment réaliser une carte de contrôle NP.
Qu’est-ce qu’une carte de contrôle NP ?
Une carte de contrôle NP , ou simplement carte NP , est un graphique traçant le nombre d’unités défectueuses à partir de plusieurs échantillons de taille constante.
Une carte de contrôle NP sert à contrôler que le nombre d’unités défectueuses dans un processus ne dépasse pas les limites de contrôle.
Par exemple, une carte de contrôle NP peut être utilisée pour analyser l’évolution des produits défectueux fabriqués par un processus de production. De cette façon, nous pouvons savoir qu’il y a un problème dans le processus de production lorsque le nombre de produits défectueux dépasse les limites de contrôle.
Il est important de noter que contrairement à une carte de contrôle P, la carte de contrôle NP ne surveille pas la proportion d’unités défectueuses, mais plutôt le nombre d’unités défectueuses. De plus, la taille de tous les échantillons doit être la même.
Comment faire une carte de contrôle NP
Les étapes à suivre pour réaliser une carte de contrôle NP sont les suivantes :
- Prélever des échantillons : Tout d’abord, vous devez prélever différents échantillons pour voir l’évolution du nombre d’unités défectueuses sur le graphique. Les échantillons doivent être de la même taille. De plus, il est recommandé de prélever au moins 20 échantillons et que la taille de l’échantillon soit supérieure à 50.
- Compter le nombre d’unités défectueuses : Pour chaque échantillon, le nombre d’unités présentant au moins un défaut doit être déterminé.
- Calculez la valeur moyenne de la proportion : à partir de tous les éléments étudiés, vous devez calculer la proportion totale d’unités défectueuses.
- Calculez les limites de contrôle à partir de la carte NP : Pour chaque échantillon testé, vous devez retrouver ses limites de contrôle à l’aide des formules suivantes :
- Tracer les valeurs sur le graphique : Vous devez maintenant tracer les valeurs du nombre de défauts obtenus ainsi que les limites de contrôle calculées à l’étape précédente sur un graphique.
- Analyser la carte de contrôle NP : Enfin, il ne reste plus qu’à vérifier qu’aucune valeur ne sort des limites de contrôle de la carte et que donc le procédé est sous contrôle. Dans le cas contraire, des mesures doivent être prises pour corriger le processus de production.



Où
 et
et sont respectivement les limites de contrôle supérieure et inférieure,
sont respectivement les limites de contrôle supérieure et inférieure, est la valeur moyenne de la proportion de défauts et
est la valeur moyenne de la proportion de défauts et est la taille des échantillons.
est la taille des échantillons.
Exemple de carte de contrôle NP
Nous allons ensuite voir comment créer une carte de contrôle NP en utilisant un exemple résolu étape par étape.
- Une entreprise industrielle a collecté des échantillons de 100 unités et a analysé le nombre de pièces défectueuses dans chaque échantillon, vous pouvez voir les valeurs enregistrées dans le tableau suivant. Réalisez une carte de contrôle NP avec les données obtenues.
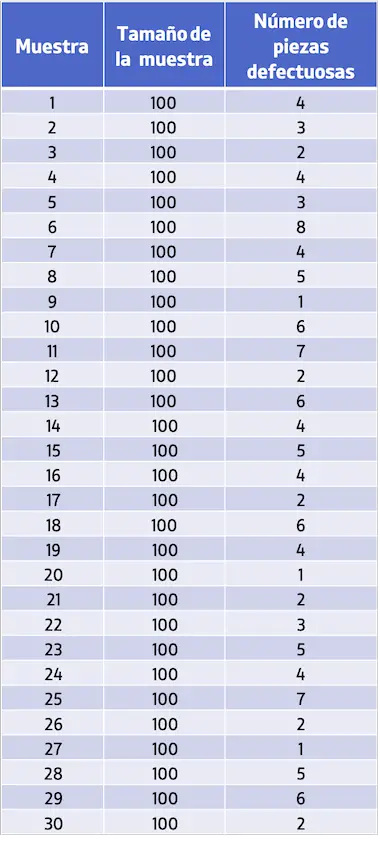
Comme vous pouvez le constater, tous les échantillons examinés ont la même taille et, en plus, la taille de l’échantillon est supérieure à 50 unités, donc les caractéristiques pour pouvoir réaliser une carte de contrôle NP sont réunies.
Ainsi, la première chose que nous devons calculer pour réaliser le graphique NP est le nombre moyen d’unités défectueuses. Pour ce faire, appliquez simplement la formule suivante :

Nous calculons maintenant les limites de contrôle de la carte NP avec les formules que nous avons vues ci-dessus :
![\begin{aligned}\displaystyle LCS&=n\overline{p}+3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039+3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=9,76\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-e91743b6ff50f0d6ce5417cc022527b1_l3.png "Rendered by QuickLaTeX.com")
![\begin{aligned}\displaystyle LCI&=n\overline{p}-3\sqrt{n\overline{p}(1-\overline{p})}\\[2ex]&=100\cdot 0,039-3\sqrt{100\cdot 0,039(1-0,039)}\\[2ex]&=-1,9\end{aligned}](https://statorials.org/wp-content/ql-cache/quicklatex.com-5767e79ae33eabeebe23eb0aefab6244_l3.png "Rendered by QuickLaTeX.com")
La limite inférieure de contrôle est devenue négative, ce qui n’a aucun sens puisque les unités négatives défectueuses ne peuvent pas être fabriquées. Par conséquent, nous fixons la limite inférieure de contrôle à 0.
Une fois que nous avons calculé les limites de contrôle, nous représentons toutes les valeurs dans la carte de contrôle NP :
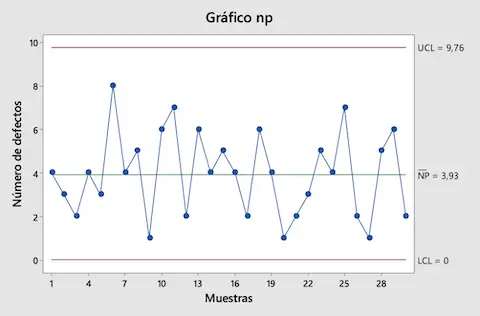
Comme vous pouvez le voir sur le graphique NP, toutes les valeurs collectées à partir des échantillons se situent entre les limites de contrôle, on conclut donc que le processus de production est sous contrôle.
Autres types de cartes de contrôle
Outre la carte de contrôle NP, dans la gestion de la qualité, il existe d’autres types de cartes de contrôle des attributs :
- Carte de contrôle P : La proportion de produits défectueux est contrôlée.
- Carte de contrôle C : Le nombre de défauts qui surviennent est contrôlé.
- Carte de contrôle U : Le nombre de défauts est contrôlé comme dans la carte C, mais la taille de l’échantillon est variable.
à propos de l'auteur
Pr Amélia Rodriguez
En mettant l'accent sur l'apprentissage interactif et les applications pratiques, la professeure Amélia Rodriguez propose des tutoriels complets et des exemples concrets pour rendre les concepts de probabilité accessibles et pertinents pour la vie de ses étudiants. Lire plus